Trebaće ti
- Plastične kante, metalne limenke boje, kace za sladoled, čaše, poklopci za lonce, bataki
Uputstvo
Prije nego počnete trčati okolo tražeći prazne limenke i kante, vrijedi naučiti nekoliko osnovnih zvučnih pravila. Šuplje posude, kao što su kante ili metalne limenke, zvuče drugačije ovisno o njihovoj veličini. Prema zakonima fizike, posude s više prostora za vibriranje zvuka imat će niži ton, dok će manji kontejneri zvučati više.
Na osnovu ovog principa počnite kreirati svoju instalaciju. Počnite s bas bubnjem (udarcem). Najbolji izbor bi bila kanta industrijskog tipa od petnaest litara, poput onih koje se koriste u građevinarstvu. Zvuk takvog kapaciteta bit će najdublji i najniži.
Najbolje rješenje za stvaranje glavnog bubnja bit će metalna limenka od tri litre. Da biste stvorili poseban udarni efekt, možete ga ispuniti s nekoliko eksera ili novčića.
Za stvaranje volumena koristite dvije okrenute naopačke plastične kade od 3 litre. Da biste proizveli zvukove različitih visina, eksperimentirajte s udarcima ruba i centra.
Za izradu ploča koristite različite veličine. Ovisno o veličini i materijalu, naočale će zvučati drugačije. Ako se bojite čaša, pokušajte koristiti metalne poklopce za lonce.
Kada dobijete sve svoje kante, stavite ih na ravnu površinu sa rupama okrenutim prema dolje tako da zvuk ne zrači prema van, već da vibrira unutar bubnjeva. Postavite stolicu, sedite na nju tako da vam bas bubanj bude između kolena. Ostatak stavite na sto tik iznad koljena. Ostaje pronaći par i početi.
Bilješka
Prije nego počnete vježbati na svom novom kompletu bubnjeva, provjerite je li područje zvučno izolirano. Najbolje rješenje bi bila garaža ili podrum vaše kuće.
Koristan savjet
Plastične i druge kante dostupne su u trgovinama za poboljšanje doma i u trgovinama hardvera.
Slušali nacionalnu muziku naroda Afrike i odlučili? Možete ga napraviti sami, i neće biti ništa gore od kupljenog!
Trebaće ti
- želja da se napravi bubanj, koža, furnir
Uputstvo
Uzmite ga, okrenite ga i pokušajte kucnuti po njemu. Ako vam se takav bubanj čini previše primitivnim, onda može biti komplikovano. Okrenite kantu nazad. Uzmi kožnu, otvori poleđinu. Ovu kožu ćete koristiti kao osnovu bubnja. Tankim užetom zavežite čvrsto zategnutu kožu za kantu, pričvrstite je. Isprobajte sada zvuk. U ovom slučaju možete varirati veličinu i materijal; zvuk iz metalnog ili plastičnog bubnja bit će bitno drugačiji.
Ako vam se bubanj iz kante čini pomalo neestetskim, onda možete isprobati plemenitiji. Uzmite tanak furnir, zalijepite ga u nekoliko slojeva kvalitetnim ljepilom. Lagano savijte furnir, pričvrstite. Sada izbrusite podnožje bubnja, lakirajte ga ili, ako vam se više sviđa, onda prvo i već na vrhu lakom. Sačekajte da se premaz osuši. Donji dio također napravite od furnira, pričvrstite za podlogu. Čvrsto zategnite kožu, popravite je. Sada možete ukrasiti bubanj po svom ukusu, i to je to! Možete biti ponosni na bubanj koji ste sami napravili.
Povezani video zapisi
Bilješka
Tokom probe pratite reakciju komšija - ako počnu previše aktivno da kucaju na radijator, bolje je probu premjestiti na drugo mjesto sa lošijom akustikom.
Među instalacijama profesionalnih muzičara, jedna od najvažnijih komponenti je takozvani bubanj. Bubnjevi istog tipa se proizvode, kupuju i koriste u slučajevima kada se koristi jedan bubanj, bez drugih velikih i malih bubnjeva uz njega. Bubnjevi se danas proizvode od prirodnih, ali i od umjetnih materijala. Ne znaju svi i ne znaju uvijek kako odabrati najbolji bubanj.

Uputstvo
Bubnjevi se izrađuju od kože i drugih biljnih materijala, karbonskih vlakana, akrila, plastike, fiberglasa, metala. Dvije glavne kategorije u izradi bubnjeva su metal i metal. Postoje "miks bubnjevi" od različitih materijala. Oni su skuplji i često se izrađuju na njima. Postoje različiti načini za izradu bubnjeva od različitih dijelova drveta, ali i drugih materijala. Da biste odabrali najbolji bubanj, morate znati koja svojstva imaju određeni bubnjevi.
Odaberite drveni bubanj ako želite topliji zvuk iz njega. Ako želite glasniji bubanj, ako želite da izvučete više prizvuka iz bubnja i dobijete glasniji zvuk, odaberite bubanj od metalnih legura.
Ne samo da materijal ljuske bubnja ima primjetan utjecaj na obojenost zvuka i na. Takođe, na zvuk utiče i debljina kućišta (ormarića), njegov prečnik, njegova dubina i ugao rezanja njegove ivice u delu na koji se stavlja plastika. Takođe, na zvuk bubnja će uticati i broj žica koje se koriste u konstrukciji.
Prilikom posjete, bubnjanja ili razgovora sa stručnjacima, obratite pažnju na ove faktore. Pitajte koje specifične kvalitete alatu daju određene karakteristike njegove montaže i konfiguracije. Na primjer, duboki bubanj je glasniji, kratki bubanj je suvlji i ima više artikulacije.
Odaberite debele školjke ako vam je potreban bubanj za reggae muziku ili rok muziku ako su vam potrebne velike projekcije. Odaberite bubanj s tankom školjkom ako više volite svirati poput džeza. Tanka školjka će dati topliji ton bez pretjeranog volumena. Tanke cijevi, školjke, daju deblji sustain, topliji aftersound i toplije prizvuke. Tomovi se, upravo iz tog razloga, često prave tanji od malih bubnjeva.
Povezani video zapisi
Kako je lijepo gledati bubnjare kako sviraju, koji uz pomoć svoje opreme stvaraju muzička remek-djela. Međutim, gledanje izvana je jedno i čini se prilično lako, ali je vrlo teško naučiti ovakvu igru. Pored toga što muzičar mora imati talenat, on mora i osjetiti svoj instrument i biti sposoban da otkloni nedostatke koji se javljaju tokom vremena, jer svaki set bubnjeva zahtijeva pažljivo pravovremeno podešavanje i otklanjanje grešaka.

Uputstvo
Za podešavanje postoje stručnjaci koji nude svoje usluge uz naknadu, ali zašto trošiti novac i povjeravati svoj alat strancima ako se sve može učiniti. Odmah želim napomenuti da se podešavanje ovog ili onog bubnja ne bi trebalo odvijati ni na podu, bubanj bi trebao biti na stalku.
Kucnite po glavi bubnja na svakom zavrtnju. Povucite sistem samo iz onih područja koja su potcijenjena. Potrebno je zatezati dok se plastika (telo bubnja) sama ne izgradi. Ni u kom slučaju ne treba koristiti rezonantnu stranu, jer s vremenom struktura strane bubnja uopće neće odgovarati sistemu rezonantne, a u budućnosti će biti sve teže vršiti podešavanja, jer s vremenom zvuk će biti sve niži, gori i gori.
Udari u bubanj i slušaj. Ako je štimovanje ispravno, zaustavite se i prijeđite na podešavanje sljedećih bubnjeva, ako nije, nastavite sa štimovanjem i da to učinite, slijedite ove korake.
Zategnite svaku glavu, otprilike 1/16 do 1/8 okreta odjednom. Pažljivo zategnite kako ne biste oštetili instrument i nimalo pokvarili zvuk.
Polako pritegnite jedan od vijaka. Istovremeno, pazite da ne zategnete više od jednog okreta. Ako se sistem vrati, otpustite vijak i polako zategnite sve dostupne zavrtnje dok ne dostignete željenu visinu. Ako instrument i dalje ne zvuči kako treba, olabavite vijak i ponovite na strani bubnja.
U slučaju da sve gore navedene radnje nisu dale rezultate, najvjerovatnije je stvar u slijetanju plastike. To se može dogoditi zbog nagle promjene temperature na nisku. U tom slučaju potrebno je zagrijati plastiku bubnjeva po cijelom opsegu ili plastiku pomoću konvencionalnog sušila za kosu i ponovo pokrenuti postavke.
Kažu da se pravi muzičar treba roditi. Ali šta učiniti ako postoji žudnja za muzikom, a nema novca? Možda bismo trebali lakše shvatiti ovaj problem i početi sa malim: napravite svoj vlastiti muzički instrument. Neka to bude set bubnjeva. Bubnjevi će vam pomoći da razvijete osjećaj za vrijeme, ritam, koordinaciju i muzičku tačnost.

Trebaće ti
- Velike i srednje metalne limenke boje, plastične kante, male kadice za sladoled, poklopci za lonce i obični bataki
Uputstvo
Naučite nekoliko osnovnih zvučnih pravila. Ovdje je potrebno razumjeti da šuplje posude, ovisno o materijalu proizvodnje i veličini, zvuče drugačije. Veći kontejneri sa više prostora za vibriranje će, prema zakonima fizike, imati niži ton, a manji kontejneri će, shodno tome, zvučati mnogo više.
Koristite veliku kantu od 15 litara, koja se obično koristi u građevinarstvu, kao bas bubanj. Zvuk ovog bubnja će biti najniži i najdublji.
Uzmite metalnu limenku od tri litre, ona će služiti kao glavni bubanj. Da bi zvučni efekat bio što udarniji, možete staviti nekoliko ili običnih eksera u teglu.
Uzmite obične plastične tepsije za sladoled u količini od dva komada od po tri litre i okrenite ih. Oni će se koristiti kao tomovi. Kako bi zvuk bio drugačiji, eksperimentirajte s udaranjem u kadu. Udarci se mogu izvoditi na rubovima ili u sredini, zvuk iz ovoga će biti drugačiji.
Uzmite metalne poklopce sa lonaca: oni će se koristiti kao. Takve poklopce možete pričvrstiti unutrašnjim stranama jedan na drugi, jedan ili dva. Osim poklopaca, mogu se koristiti i obične čaše, međutim udarci ne smiju biti prejaki, jer postoji šansa da se čaše razbiju.
Stavite sve sastavljeno na ravnu površinu stola. U isto vrijeme, predmete treba postaviti s rupama prema dolje tako da zvuk vibrira iznutra, a ne širi se prema van. Bas bubanj treba da bude centriran tako da kada sjednete, bude između vaših koljena. Najbolje je koristiti stočić za kafu ili bilo koji drugi sto koji nije previsok.
Ne samo da sviranje bubnjeva zahtijeva određene vještine i sposobnosti. Jednako je važan pravilan izbor svih njegovih komponenti. Da bi se montirala odgovarajuća instalacija, potrebno je koristiti nekoliko kriterija odabira.

Uputstvo
Odlučite u koju svrhu ćete koristiti set bubnjeva. Postoje različite konfiguracije, a svaka je prikladnija za određenu svrhu. Za učenje ili sviranje sa prijateljima - četvorodelna konfiguracija (slare drum, bass drum, high tom, floor tom), za sviranje modernih muzičkih stilova - konfiguracija od pet i šest delova.
Odaberite materijal koji želite da vidite kao glavni materijal za bubnjeve. Svaka vrsta drveta daje zvuku svoju karakterističnu boju i poseban zvuk. Broj slojeva u tijelu bubnja također igra važnu ulogu. Što je manje slojeva, to je zvuk svjetliji i dublji. Što je više slojeva, to je zvuk deblji.
Ovisno o instalaciji koju odaberete, neki dodaci mogu ili ne moraju biti uključeni. Tipično, stalak za mali bubanj, stalak za činele, stalak za hi-hat i pedala za bas bubanj su uključeni kao standard. U pravilu, stolica nije uključena u komplet, pa se preporučuje da je kupite zasebno. Odlikuje se promišljenošću, pa je mnogo prikladnije igrati na njemu nego na nespecijaliziranoj stolici.
Mnoge postavke ne uključuju činele. To je dobro jer možete samostalno odabrati najprikladnije, jer se različiti setovi koriste u različite svrhe. Osim toga, dijele se na dvije vrste - livene i limove. Prvi se odlikuju punijim zvukom, ali su drugi jeftiniji. Birajte između različitih činela na osnovu stila muzike koju planirate da svirate.
Odaberite odgovarajući mali bubanj za instalaciju. Obično je napravljen od metala ili drveta. Kod metalaca, zvuk je oštar i svijetao. U isto vrijeme, drvo ima mekoću i toplinu u svom zvuku. Ovisno o tome koji zvuk vam najviše odgovara, odaberite jedan ili drugi mali bubanj.
Jedan od najvažnijih kriterijuma je budžet. Postoje različite vrste bubnjeva, klasificirane po cijeni, od najjeftinijih, dizajniranih za učenje, do elitnih. Ali čak i ako nemate budžet, možete sastaviti dobar set bubnjeva ako pažljivo pristupite izboru svakog elementa.
Povezani video zapisi
Odabir kompleta bubnjeva za bubnjara nije ništa manje važan od procesa usavršavanja vaših vještina. Uostalom, pogodnost daljeg rada s njima ovisi o tome koji će alati biti kupljeni.

Uputstvo
Prvo odlučite o budžetu kupovine i svrsi kupovine bubnjeva. Klasificirani su po vrijednosti i namjeni. Budžetski su dizajnirani za učenje sviranja i probe u garaži sa prijateljima. Oni skuplji su za nastupe uživo i studijska snimanja. Postoje i instalacije ekstra klase, čije je plafon cena veoma teško odrediti, samo cenjeni muzičari mogu da ih priušte.
Nakon što ste se odlučili za klasu kompleta bubnjeva, morate odabrati njegove komponente. Svaki proizvođač ima veliki broj gotovih kompleta, koji su na ovaj ili onaj način usmjereni na rad u određenom žanru ili su univerzalni. Da biste odabrali najprikladniji komplet, morate proučiti svaku njegovu komponentu zasebno. Možda bi najbolja opcija bila vaš vlastiti set raznih komponenti.
Odredite koji su bubnjevi najbolji za vas. Svaka pasmina ima svoj jedinstveni zvuk. Najpopularniji materijal je javor, koji ima uravnotežen zvuk s notama topline. Birch bubnjevi su glasniji i svjetliji u zvuku, pogodni su za snimanje - dobro se čuju. Crvena daje starinski zvuk, postaje mekša i toplija. Koriste se i druge pasmine, donekle slične po zvuku onima koje su opisane ili koje imaju svoje karakteristike.
Razmotrite odvojeno radni (slare) bubanj. Izrađen je od ili metala. Metalni bubanj ima oštar zvuk, po čemu se izdvaja od ostalih. Napravljen od drveta, proizvodi topliji i mekši zvuk, opet, kao starinski.
Odaberite set činela za svoj set bubnjeva. U pravilu su rijetko uključeni u gotov komplet. Glavni su ride, crash i hi-hat. Svaki od njih ima različite zvučne karakteristike i ima posebnu ulogu. Često se koriste i ploče kao što su splash i chayna. Postoje dvije vrste činela - limene i livene. Listovi su izrezani od komada materijala i praktički se ne razlikuju po zvuku jedan od drugog. Livene činele su ručno izrađene od legure. Imaju bogatiji i individualniji zvuk, ali i koštaju više.
Odaberite pribor za svoj set bubnjeva. Važnu ulogu igra bubnjarska stolica, promišljena do najsitnijih detalja. To čini igru lakšom i praktičnijom. Odaberite bubnjeve
Svaki bubnjar je ikada okrenuo mali bubanj naopačke i posmatrao ga kroz providnu donju glavu, pitajući se zašto svi misle da je pravljenje bubnjeva tako komplikovana nauka. Zaista, njegov dizajn izgleda iznenađujuće jednostavan: samo okrugla cijev s raznim metalnim elementima pričvršćenim na nju. Ali izgled može zavarati. Zapravo, tačna geometrija po kojoj je bubanj poznat po svojim dobro poznatim svojstvima razrađivana je vekovima, putem pokušaja i grešaka, koristeći knjige sa mnogim fizičkim jednačinama.
Odlučili smo da vam pokažemo šta je potrebno da biste dobili taj neverovatan zvuk koji stvara milione žlebova. A da bismo ovo riješili, zatražili smo pomoć Billa Detamorea, glavnog čovjeka u Pork Pie-u, dobro etabliranoj kompaniji za bubnjeve u Južnoj Kaliforniji, poznatoj po prekrasnom šarenom dizajnu bubnjeva i vrlo originalnim idejama. Naravno, ne očekujemo da ćete ponestati po dijelove i opremu za izradu vlastitog malog bubnja (iako možete pokušati, naravno). Samo želimo pokazati koliko je vanjska jednostavnost ovog složenog instrumenta varljiva.
Prvi korak je formiranje ljuske i izrezivanje na željenu veličinu. Zatim izmjerimo školjku i vanjski poklopac i izrežemo potonji na odgovarajuću veličinu. I premaz i školjku potrebno je prethodno obraditi s malo brusnog papira prije nego što se pređe direktno na lijepljenje, kako bi hrapava površina doprinijela boljem prianjanju na ljepilo. Nakon toga zalijepimo oba dijela i umotamo zajedno kako bismo osigurali jači prihvat.
Po završetku lijepljenja vršimo brtvljenje fuga, što je jedan od najvažnijih momenata prilikom nanošenja premaza. Ova tehnika se u svakoj kompaniji izvodi nešto drugačije. Vjerujemo da je prilikom brtvljenja spoja bitno osigurati da on bude što jači i izdržljiviji, pa koristimo specijalnu kemikaliju koja spaja obje ivice premaza zajedno kako se nikada ne bi raspale.


Zatim odsiječemo višak premaza malim ručnim rezačem. Ovo je brz korak u procesu.

Nakon toga se rubovi obrezuju. Koristeći dvije različite glave rezača, četiri puta obrezujem rubove kako bih dobio vanjski rez pod uglom od 45 stupnjeva i unutrašnji rez na suprotnoj strani koji će se spojiti s obrisom plastike. Naš cilj je stvoriti usnu koja efikasno prenosi vibracije sa plastike na školjku.

Sada je vrijeme da pripremite bubanj za obilježavanje i bušenje pričvršćivanjem ljepljive trake na strateški važne dijelove školjke. Traka vam omogućava da crtate linije i bušite tačke na kojima će se pričvrstiti razni metalni elementi, a takođe pomaže da se školjka izbuši čisto, uz minimalno cepanje. Ovaj proces zahtijeva preciznost. Ako su oznake na školjki nekako netočne, rezultat će biti nepopravljiv.

Ovaj uređaj je rezač kojim se prave udubljenja za opruge. Nakon što izrežemo udubljenja na njemu, pribjegavamo pomoći turpiji da finaliziramo konture udubljenja. Rezultat je gotovo neprimjetna depresija, kroz koju se žice bubnja privlače u glavu radi maksimalnog efekta karakterističnog zvuka.

 Nakon što završimo udubljenja, ponovo skrećemo pažnju na ivice - ručno ih obrađujemo brusnim papirom dva različita broja kako bismo ih učinili što glatkijim.
Nakon što završimo udubljenja, ponovo skrećemo pažnju na ivice - ručno ih obrađujemo brusnim papirom dva različita broja kako bismo ih učinili što glatkijim.
Kada su ivice spremne, unutrašnju površinu školjke brusimo brusnim papirom, a premaz se brzo obrađuje na kotaču za poliranje.
Sada je vrijeme da ovoj ljepoti dodamo završne detalje, uključujući potpis Billa Detamorea (koji stavlja na svaki kolut). I na kraju se stavlja plastika, felge - i možete igrati!

Prevod napravljen uz dozvolu nosioca autorskih prava DRUM! časopis..
Ako u vašem području postoje barem 1-2 velika proizvođača kablovskih proizvoda, onda bi vam mogla odgovarati ideja o otvaranju proizvodnje kabelskih bubnjeva. Iako ne samo proizvođači trebaju kabelske bubnjeve. Postoji veliki broj kablovskih baza gde se kabl seče i premotava. Svima su potrebni namotaji kablova za transport kablova i žice. Evo šta kažu na forumima (homeidea.ru):

Bubnjevi za kablove ili, kako ih još nazivaju, kablovski koluti, koriste se za namotavanje, transport i skladištenje kablovskih proizvoda. Proizvodi se od 5 do 22 veličine. Za kablovske bubnjeve instaliran je GOST 5151-79 "Drveni bubnjevi za električne kablove i žice".

Kabelski bubnjevi su prije svega potrebni onima koji proizvode kablovske proizvode. Postoji ponuda na tržištu, ali često drvene bubnjeve nisu baš kvalitetne, rađene u garažnim uslovima, na staroj opremi 80-90-ih. Ako možete ponuditi bolji proizvod, uvijek ćete imati kupca. Veleprodajna cijena za drvene kabelske bubnjeve veličine 8 počinje od 800 rubalja, za veličinu 22 - od 2500 rubalja po komadu. Zapravo, čak i mala radionica sa 6 radnika može proizvesti do 15 kabelskih bubnjeva po smjeni. Mjesečni promet takvog mikro preduzeća iznosit će najmanje 400 hiljada rubalja. Osim toga, kompanija može proizvoditi i druge proizvode od drveta, kao što su drvene palete.
Pogodno je smestiti proizvodnju tamo gde postoji dovoljna sirovinska baza: šumarska preduzeća, pilane. Kabelski bubnjevi su prilično velika roba, tako da njihova proizvodnja zahtijeva dovoljne proizvodne i skladišne kapacitete. Primjer poslovne strukture izgleda ovako:
- proizvodna radionica - od 150 kvadratnih metara. m;
- popravka i mehanička radionica - od 50 kvadratnih metara. m;
- magacin - od 100 kvadratnih metara. m;
- kancelarijski i kadrovski prostor - od 20 m2;
- tuš i kupatilo - od 8 m2.
Mora imati centralni vodovod i kanalizaciju. Za cjelogodišnju proizvodnju potrebna je grijana prostorija. Stoga će biti potrebno iznajmiti proizvodni prostor od 300 m2. m. Ovisno o regiji, mjesečni najam koštat će od 80 hiljada rubalja.
Glavni troškovi na početku poslovanja ići će na nabavku opreme. Na tržištu opreme za proizvodnju kablovskih bubnjeva razlikuju se ručne i automatske linije. Ako želite da uštedite novac na početku, uzmite b. y. ručne linije. Punopravna proizvodnja može se otvoriti u iznosu do 5 miliona rubalja. Istovremeno, pripremite se na činjenicu da ćete morati stvoriti kadar od 15-20 ljudi koji će biti direktno zaposleni u proizvodnji. Jedan radnik za 8-satnu smjenu može proizvesti 2-3 bubnja. U skladu s tim, za proizvodnju 50 bubnjeva po smjeni bit će potrebno 25 ljudi. Kao primjer, riječi korisnika "Roman Valerievich" sa profesionalnog foruma šumske industrije wood.ru:
Kupovina automatske opreme, linije za proizvodnju kablovskih bubnjeva, koštat će nekoliko puta više od ručne opreme. Govorimo o iznosima od 10 miliona rubalja ili više. S druge strane, automatizacija će omogućiti proizvodnju boljeg proizvoda, gdje je vjerojatnost nedostataka svojstvenih ručnoj proizvodnji svedena na minimum. Osim toga, značajno je smanjena potreba za zapošljavanjem velikog broja zaposlenih, što značajno smanjuje fiksne troškove vezane za isplatu zarada. Time će troškovi proizvodnje biti niži, a biće i dodatni prostor za određivanje cijena proizvoda. Proizvod će biti konkurentniji.
Najpouzdanije linije za proizvodnju kablovskih bubnjeva proizvedene su u Španiji i Italiji. Na primjer, obradni centar "Bobimatic" za kabelske bubnjeve (Španija):

Ovakav aparat reže krug (šupljicu) iz kovanog štita, zakoljuje, gloda vratni krug, buši rupe za čahure i klinove i reže koncentrični žljeb za vrat.
Italijanske Corali linije su još funkcionalnije i uključuju zabijač za eksere, mašinu za bušenje rupa, mašinu za oblikovanje i glodanje, deo za čišćenje, mehanički slagač, lančani transporter. Ova linija omogućava proizvodnju bubnjeva veličine obraza od 600 do 1250 mm, od 1000 do 2500 mm. Linija može opsluživati samo 4-6 osoba. A njegova produktivnost je najmanje 800 gotovih proizvoda po smjeni.
Postoji još jedna opcija za organiziranje takvog posla - kupovina gotove proizvodnje. Na primjer, Avito ima ponude za 11 miliona rubalja:

Prednost ove opcije je što dobijate gotov radni model sa akumuliranom bazom klijenata. Kupujte i ostvarite prihod. Drugo je pitanje koliko je ta proizvodnja isplativa i da li je uopšte isplativa...
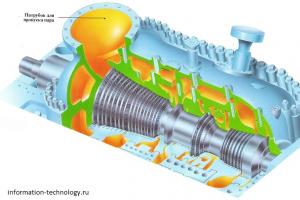
Bubanj parnog kotla sa prirodnom cirkulacijom, kao i tijela parogeneratora i izmjenjivača topline, je zatvorena cilindrična posuda sa sfernim ili eliptičnim dnom sa šahtovima.
Prema načinu proizvodnje, kućišta i bubnjevi se mogu podijeliti u nekoliko tipova:
1. zavarene posude;
2. kovane posude.
Upotreba kovanih posuda je vrlo ograničena zbog velike količine metalnog otpada. Ponekad se izrađuju kovana tijela za reaktore i parne generatore nuklearnih elektrana.
Razmotrite proizvodnju zavarenih posuda. Hajde da prvo predstavimo 5 glavnih tipova plovila:
1. posude sa cilindričnim dijelom izrađene od jednog lima, školjka je izrađena valjanjem i ima jedan uzdužni šav;
2. posude čiji se cilindrični dio sastoji od dvije poluljuske (korita) međusobno zavarene;
3. posude čiji se cilindrični dio sastoji od više školjki povezanih poprečnim šavovima, pri čemu svaka školjka ima jedan ili dva uzdužna šava napravljena prije sklapanja školjki u cilindrični dio;
4. posude koje se sastoje od dvije kovane polovine sa uvijenim dnom, polovice posude su povezane jednim prstenastim šavom;
5. Kovane posude izrađene od jednog kovanja.
Cilindrični dio bubnja može se izraditi uzdužnim i poprečnim (prstenastim) zavarima. Broj uzdužnih i poprečnih zavara određen je prečnikom i dužinom bubnja, kao i mogućnošću dobijanja kotlovskog lima maksimalne dužine i širine.
Unutrašnji prečnik bubnja je uglavnom između 900 i 1800 mm. Debljina zida bubnja dostiže 115 mm pri pritisku u bubnju od 156 atm. Dužina bubnja odgovara dužini prednjeg dijela kotla i doseže 20 metara ili više.
Težina takvog bubnja je više od 100 tona Za prodiranje u bubanj oba dna imaju pristupne rupe ili ovalne veličine 400 × 325 mm ili okrugle prečnika 400 mm. Cilindrični dio bubnja ima veliki broj rupa, na koje su pomoću spojnica spojene razne cijevi kotla.
Bubanj je najvažniji dio kotla s prirodnom cirkulacijom. Kotao se napaja vodom kroz bubanj, ovdje se skuplja mješavina pare i vode iz kotla i vrši se odvajanje (odvajanje) pare od vode. Odavde para ide u pregrijavač za pregrijavanje. Za odvajanje pare od vode i čišćenje unutar bubnja montiraju se različiti uređaji unutar bubnja.
Zahtjevi za kotlovske ploče
Za proizvodnju zavarenih bubnjeva, Gosgortekhnadzor koristi kotlovnicu od mirnog čeličnog lima, topljenog metodom otvorenog ognjišta ili u električnim pećima. Zahtjevi za kotlovske čelične limove su vrlo visoki. Kotlovi se izrađuju od ingota ili ploča.
Ploča je višestruko valjani ingot debelih zidova sa omjerom dužine i širine manjim od tri. Kao rezultat valjanja, livena struktura je uništena, metal postaje gušći i ujednačeniji, kako se kristali preorijentišu.
Listovi se isporučuju rezani na četiri strane. Rezanje rubova listova vrši se metodom vatre. Nakon valjanja i plamenog rezanja, limovi se podvrgavaju visokom kaljenju.
List kotla poslat iz fabrike snabdevača mora imati sertifikat u kome se navodi:
1 - naziv ili zaštitni znak pogona dobavljača;
2 - oznaka lista prema standardu;
3 - hemijski sastav;
4 - broj topljenja;
5 - broj zakupa;
6 - rezultati mehaničkih ispitivanja i metalografskih studija;
7 - vrsta termičke obrade;
8 - parametri stvarno sprovedenog režima toplotne obrade;
9 - težina i veličina lista;
10 - zaključak odjeljenja za kontrolu kvaliteta o potpunoj usklađenosti lista sa zahtjevima RM.
Na samom listu izvan zone naknadne obrade, preko valjanja na prednjoj strani, treba staviti oznaku: oznaku lima prema standardu, broj taline, broj valjanog proizvoda i žig kontrole kvaliteta.
Kontrola ulaza
Da bi se poboljšala pouzdanost u kotlarnicama, prije isporuke sirovina i poluproizvoda u proizvodnju uvijek vrše ulaznu kontrolu ulaznog lima. Dolazna inspekcija služi kao dodatna prepreka neispravnim proizvodima i otkriva nedostatke koji su propušteni u fabrikama dobavljača ili nastali zbog nepažljivog transporta i skladištenja.
Zahtjevi za ulaznu inspekciju u kotlovnicama se ne razlikuju od zahtjeva za proizvodna postrojenja. Međutim, treba uzeti u obzir da je ulazna kontrola ponovljena kontrola - dodatna operacija koja dovodi do povećanja cijene proizvoda.
Tipično, kontrola ulaza se sastoji od sljedećih operacija:
. provjere dokumentacije;
. eksterni pregled i mjerenje;
. ispitivanja za određivanje hemijskog sastava, mehaničkih svojstava i metalografskih karakteristika;
. provjera kvaliteta materijala nedestruktivnim metodama kontrole.
Prije puštanja lista u proizvodnju, obavezno je provjeriti dostupnost pratećih certifikata, potpunost potrebnih informacija u njima i njihovu usklađenost sa zahtjevima tehničkih uvjeta i GOST-a.
Kotlovske ploče nije dozvoljeno proizvoditi bez sertifikata i pečata.
Unatoč primitivnosti vanjskog pregleda, omogućava odbacivanje listova s najtežim nedostacima.
Prilikom eksternog pregleda svaki list se provjerava. na vanjskoj površini i rubovima lima ne smije biti kamenca, pukotina, dubokih ogrebotina, zarobljenosti, zalazaka sunca, inkluzija šljake i delaminacija. Provjerava se prisustvo oznaka i žigova pogona dobavljača. List se mjeri po dužini, širini i debljini.
Prilikom transporta, skladištenja i skladištenja materijala može doći do slučajeva da se limovi različitih vrsta čelika nalaze na jednom mjestu, a njihova oznaka je izbrisana. Za određivanje klase čelika koriste se kemijske i spektralne analize. Prednost se daje spektralnoj analizi, jer je brža i preciznija. Jedna od vrsta spektralne analize je čeličnoskopija. Svi limovi od legiranih čelika (tip 16GNMA) se podvrgavaju čeličnoskopiji radi utvrđivanja prisutnosti legirajućih elemenata, nakon čega ćelioskopista stavlja pečat na provjereni lim. Rezultati čeličnoskopije se upisuju u pasoš kotla.
Limovi čelika razreda 16GNMA i 22K debljine 60 mm ili više za proizvodnju bubnjeva i drugih posuda pod tlakom (10 MPa), nakon provjere podataka certifikata vanjskog pregleda i mjerenja, podvrgavaju se ultrazvučnoj detekciji kvarova na šahovskoj mreži. 1 s veličinama ćelija 200 × 200 mm i po cijelom obodu lista 2 sa širinom polja od rubova od 200 mm.
Ultrazvučno ispitivanje omogućava otkrivanje delaminacija, pukotina ljuske i plinskih pora u debljini metala. Prednost ove metode je u jednostavnosti, brzini i pouzdanosti upravljanja, kao iu odsustvu potrebe za posebnim prostorijama i skupom opremom.
Uređivanje listova
Listovi namijenjeni za proizvodnju bubnjeva često imaju odstupanja od ravnog oblika. Za čelični lim, razmak između ravnala, postavljenog na rubu, i površine kontroliranog lima ne smije biti veći od:
u smjeru valjanja za limove debljine 4-8 mm -2 mm;
za listove debljine 2,20 mm -1,5 mm;
za listove debljine veće od 20 mm - 1 mm;
poprečno valjanje - ne više od 1 mm.
U proizvodnji zavarenih bubnjeva od velike je važnosti ravnanje limova i obrada njihovih rubova, jer se kvalitetan zavareni spoj može dobiti samo dobro ispravljenim limovima, a samim tim i pravilno obrađenim rubovima.
Mašinsko ravnanje metala vrši se na mašinama za ravnanje.
1-vodilice; 2 - gornji valjci za ispravljanje; 3 - donji valjci za ispravljanje.

Mašine za ispravljanje limova sa više valjaka su dizajnirane za ravnanje limova. Pod djelovanjem trenja, lim se uvlači i provlači između dva reda pravilnih valjaka raspoređenih u šahovnici. Svaki dio lima percipira naizmjenično višestruka savijanja u suprotnim smjerovima, pri čemu naprezanja premašuju granicu tečenja materijala lima. Kao rezultat toga, nepravilnosti prisutne na listu se eliminišu, a list izlazi iz mašine ravan ili sa blagom ravnomernom zakrivljenošću duž cele dužine.
Što je lim tanji i što je materijal tvrđi, to ga je teže ispraviti i veći broj rola u mašini mora biti. Mašine sa 7-11 valjaka za ravnanje najčešće se koriste u izgradnji parnih generatora.
Rad na mašini za ravnanje izvodi se na sljedeći način: rub lima koji se ispravlja vodi se između valjaka. Zatim se cijeli red gornjih valjaka spušta u položaj u kojem se stvara zavoj lima potreban za ispravljanje. Nakon toga se uključuje rotacija rolni, a nakon pet ili šest povratnih pokreta lima u mašini, lim se ispravlja. Promjena smjera kretanja valjaka vrši se pomoću reverzibilnog elektromotora.
Budući da je lim podvrgnut plastičnoj deformaciji, u kojoj naponi u metalu prelaze granicu tečenja, a dolazi do očvršćavanja metala, nakon ravnanja radi uklanjanja otvrdnjavanja, lim se u nekim slučajevima žari.
Treba napomenuti da se u pravilu obrađuju listovi tanji od 16 mm. deblji limovi, koji se zagrevaju pre savijanja, ispravljaju se tokom procesa savijanja.
Nakon uređivanja listovi se šalju na označavanje.
markup
U masovnoj proizvodnji dijelova od lima, mogu se rezati bez prethodnog obilježavanja, duž graničnika. Obično je označavanje neophodna operacija.
Označavanje se koristi za definiranje konture rezanog ili strojno obrađenog dijela, za određivanje lokacije i veličine unutarnjih izreza, položaja centara rupa, veličina skošenja, granica savijanja i obrade, au nekim slučajevima i za označavanje osnovnih ravnina dijelova.
Izrada poluškoljki i dna počinje označavanjem lima za rezanje praznina, što nije teško i izvodi se pomoću ravnala, šestara, jezgre i čekića.
Važna okolnost! U skladu sa uslovima za montažu posude za elektro zavarivanje, potrebno je posmatrati poprečne dimenzije cilindričnog dela posude i dna sa takvom tačnošću koja treba da obezbedi pomeranje ivica na spoju cilindričnog dela sa dna ne više od 0,1 debljine stijenke posude. Stoga su domaće kotlarnice usvojile sistem za izradu cilindričnog dijela posuda S≤45 mm prema stvarnom prečniku dna, mjerenom u hladnom stanju. Ovaj zahtjev se eliminira kod izrade posuda debelih stijenki (S> 45 mm), jer se u tom slučaju spojeni rubovi školjki i dna obrađuju na zadane dimenzije.
Operacija označavanja lima za školjku ili korito izvodi se prema dijagramu rezanja, ovisno o tehnologiji izrade školjke. U slučaju školjke izrađene od dva korita štancanjem ili uzastopnim savijanjem na presi, poluljuska zatvor 1 je pravougaonik sa dvije kovrdžave krajnje stranice.

Posljednje četiri izbočine 2 (po dvije sa svake strane) služe za transport radnog komada i utisnute poluljuske; osim toga, to su ulazne i izlazne trake za elektro trosko zavarivanje uzdužnih šavova i mjesta za ugradnju malih montažnih nosača, srednja izbočina 3 neophodna je za ugradnju moćnog tehnološkog montažnog nosača prilikom sklapanja dvije poluljuske u školjku. Sve ove izbočine su tehnološke i kako se izrađuje školjka uklanjaju se plinskim rezanjem.
Tačnost oznake provjerava odjel za kontrolu kvalitete postrojenja, a ako odstupanja od dimenzija ne prelaze 5 mm (sa dužinom do 10 m) i 10 mm (sa dužinom većom od 10 m ), a razlika u dijagonalama označenog pravokutnika ne prelazi 5 mm, listovi se ubacuju za rezanje.

Prazan za dno je ravan okrugli disk. Na čeličnom lima čija je debljina jednaka debljini donjeg zida, središnji proboj označava tačku u središtu kruga za nogu šestara. Prečnik radnog komada određuje se formulama za proračun prema GOST 6533-78. Ako se na dnu nalazi šaht, onda je označen za prethodno rezanje, a glavna os šahta je okomita na pravac vlakana u lima.
Prilikom označavanja moraju se uzeti u obzir dodaci za linearna skraćenja od zavarivanja i oni moraju biti naznačeni u tehnološkoj dokumentaciji.
U srednjem dijelu svake gredice označene na listu za štancanje dna i školjki (ili za valjanje) poprečno valjanjem, izvan zone naknadne obrade, stavlja se oznaka koja označava:
znak dobavljača listova;
klase čelika;
toplotni brojevi;
brojevi listova;
serijski broj obratka;
prečnik dna i debljina lima;
oznake crteža.
Bilješka: posljednje tri točke za kotlove s tlakom manjim od 4 MPa mogu se izostaviti u označavanju.
sečenje metala
U proizvodnji dijelova generatora pare koriste se dvije metode rezanja:
. mehanički;
. vatra ili gas.
Za potrebe rezanja limova, rezanje metala na kisik se široko koristi. Ova metoda rezanja temelji se na sposobnosti željeza da gori na 1300-1350 C u dovoljno jakom i pravilno usmjerenom mlazu kisika tako brzo da mjesta uz traku za sagorijevanje nemaju vremena da se značajno zagriju. Plinsko rezanje se može vršiti ručno, poluautomatski i automatski.

Za automatsko rezanje koriste se stacionarne instalacije za plinsko rezanje, opremljene posebnim stolovima za polaganje listova za rezanje. Tokom procesa rezanja, list ostaje nepomičan, a rezač (ili blok rezača) se kreće duž linije reza.
Proizvodnja školjki i poluljuski
Školjke se izrađuju namotavanjem čeličnog lima na valjke za savijanje ili štancanjem, nakon čega slijedi montaža i zavarivanje poluljuski (korita) u školjku.
Prilikom izrade školjki valjanjem moguće su dvije mogućnosti njihove izrade:
. valjanje ljuske;
. valjanje poluljuski sa naknadnom montažom i zavarivanjem u školjku.
Za valjanje se koriste valjci za savijanje sa tri ili četiri valjka. Ovisno o snazi valjaka, savijanje se vrši hladno ili toplo. Sa velikim radijusima zakrivljenosti, listovi se valjaju u hladnom stanju, sa malim radijusima - u vrućem stanju.

Proces savijanja limova na valjcima povezan je s takvim deformacijama lima pod djelovanjem vanjskih sila, pri čemu se vanjska vlakna lima produžuju, a unutarnja skraćuju. Neutralna linija koja prolazi kroz sredinu debljine lima ostaje nepromijenjena tokom procesa savijanja.
Prilikom savijanja na valjcima s tri valjka nemoguće je dobiti ispravan cilindrični oblik školjke - ostaju ravni dijelovi. Potreba za posedovanjem, u slučaju korišćenja trovaljnih valjaka, i presa kočnice ograničava njihovu upotrebu u proizvodnji kotlovskih bubnjeva. Naprotiv, mogućnost savijanja rubova limova na valjcima sa četiri valjaka dovela je do njihove široke upotrebe.
Savijanje lima metodom valjanja sastoji se od sljedećih operacija: ugradnja lima sa zaokrenutim rubovima u valjke, savijanje lima u korito ili školjku i njihovo uklanjanje s valjaka.
Proces savijanja (deformacije) lima počinje momentom rotacije valjaka i spuštanjem gornje rolne 3 na trovaljnim valjcima za savijanje lima ili istovremenim podizanjem bočnih valjaka 4 na četvorovaljnim rolne.
Valjanje ljuske ili korita 2 vrši se u jednom ili više prolaza lima u rolnama 1,3,4 pri čemu se lim uzvraća promjenom smjera rotacije radnih valjaka; donji 4 kod valjka sa tri valjaka i donji 1 kod valjka sa četiri valjka.
Na valjcima, školjke se izrađuju s ograničenjem minimalnog promjera, debljine lima i dužine:
. minimalni prečnik ljuske je 1,25 prečnika gornje rolne;
. najveća debljina zida - 90 mm;
. dužina školjke nije veća od 3 m.

Debelozidni limovi se toplo savijaju. Limovi se zagrevaju do 950-1100 C u specijalnim pećima za grejanje limova sa okretnim ognjištem.
Tokom procesa grijanja potrebno je pažljivo pratiti temperaturu. Trajanje zagrijavanja, ovisno o materijalu i debljini limova, njihovoj veličini i količini je 2-4 sata.
Ivica u listovima
Suština ivica leži u činjenici da se prije savijanja lima u cilindar ili korito, rubovi lima, koji tvore uzdužni spoj, savijaju do određenog radijusa zakrivljenosti. U suprotnom, valjana školjka neće imati cilindrični oblik zbog preostalih neumotanih krajeva a.

To se događa zato što pri savijanju u valjcima krajnji dio lima a ostaje gotovo ravan; širina ovog dijela je otprilike polovina udaljenosti između središta donjih valjaka.

Na valjcima sa tri valjka, širina ravnog preseka je 150-200 mm. Kod savijanja limova u valjcima sa četiri valjka, ravna površina se kreće od S do 2S, u zavisnosti od dužine savijene ivice (S je debljina lima).
Važnost operacije ivica u limovima prije valjanja je određena činjenicom da garantuje pravilan cilindrični oblik bubnja; ovo drugo je preduslov za osiguranje njegovog visokokvalitetnog zavarivanja.

Da bi se dobilo ispravno rezanje spoja za zavarivanje, krajevi ravnog lima se podvrgavaju mehaničkoj ili vatrogasnoj obradi prema šablonima.

Prilikom valjanja lima sa ivicama, lim će dobiti ispravan cilindrični oblik.
Metode šivanja ivica:
1. Savijanje krajeva lima u hladnom i toplom stanju pod hidrauličnom presom za savijanje (I - početna faza ivica, II - završna faza ivica; 1-proboj, 2 - matrica, 3 - lim).
2. Savijanje krajeva limova u hladnom i toplom stanju u rolne za savijanje ploča sa četiri valjka.

Savijanje krajeva lima pod presa kočnicom
3. Utiskivanje krajeva lima u matricu za savijanje, koja je postavljena na donje rolne valjka za savijanje limova sa tri valjka.

Ivica listova u rolni od četiri rolne, 1 - donja rolna, 2 i 5 - bočne rolne, 3 - gornja rola, 4 - rolna

Rubna obloga pritiskom kraja lista u matricu za preklapanje,
1 - matrica, 2 - gornji rolni, 3 - list, 4 - donji rolni
Progresivna je metoda izrade školjki od dvije poluljuske.
Poluškoljke (korita) za naknadnu montažu u školjku izrađuju se na hidrauličnoj preši:
. metoda štancanja u zatvorenoj matrici;
. metoda sekvencijalnog savijanja u otvorenom kalupu (univerzalna metoda savijanja).
Štancanje i savijanje poluljuski vrši se vruće.
Zagrijavanje praznih dijelova vrši se u pećima za grijanje s kliznim ognjištem. Nekoliko radnih komada se postavlja na produženu podlogu kroz odstojnike. Kako bi se smanjilo formiranje metalnog kamenca, peć se prethodno zagrije na temperaturu od 700-800 C. Prazan polu-ljuske za štancanje se zagrijava na temperaturu od 950 C.
Zagrijana gredica se dovodi na matricu i centrira. Preliminarno se radni komad savija do polovine visine poluljuske, pažljivo uklanja kamenac s obratka i umiruje komprimiranim zrakom. Nakon toga se spušta pomak prese i izvodi se završno štancanje poluljuske.
Za štancanje poluljuski različitih promjera ili debljine stijenke potrebne su različite matrice, čija je izrada prilično komplicirana i skupa. Univerzalnija metoda koja ne zahtijeva skupe kalupe je metoda proizvodnje poluljuski sekvencijalnim fleksibilnim u otvorenom kalupu.
Savijanjem na hidrauličnoj presi izrađuju se uglavnom poluljuske (korita) za visokotlačne zavarene bubnjeve debljine stijenke do 100 mm i više. Svaka od školjki koje čine cilindrični dio bubnja zavarena je od dvije identične poluljuske - korita, savijena u vrućem stanju na hidrauličnoj presi za savijanje.

Savijanje se izvodi jednostavnim univerzalnim žigom, koji se sastoji od probijača a i dva potporna jastučića b, postavljenih na stol prese za savijanje, potiskivač manipulatora c.
Tehnologija savijanja poluljuske na presi za savijanje uključuje niz uzastopnih prijelaza koji se izvode u nekoliko poteza presa.
Na univerzalnoj matrici, univerzalni proboj na udaljenosti od 100 mm od ruba čini prvi zavoj lima. Bliže rubu, savijanje je tehnički nemoguće. Nakon savijanja, rubovi poluljuske ostaju nesavijeni, sa širinom nešto manjom od udaljenosti između blokova nosača. Stoga se širina obratka uzima s dodatkom po strani jednakom dva do četiri puta debljini lima. Nakon savijanja, ravni rubovi poluljuske se odrežu.
Za savijanje poluljuski u vrućem stanju, obradak se zagreva u peći na 1100 C. Hlađenje radnog predmeta pri savijanju na presi je dozvoljeno na temperaturu od najmanje 800 C.
donje štancanje
I - položaj prese prije štancanja; II - početak obrubljivanja dna; III - kraj prirubnice; IV - početak uklanjanja gotovog dna iz proboja; V - kraj uklanjanja gotovog dna; 1 - prazno; 2 - bušilica; 3 - prsten za istezanje; 4 - izbacivač.
Štancanje dna se vrši na hidrauličnim presama. Proces štancanja mora biti završen na temperaturi metala od najmanje 880 C (temperatura normalizacije). Da bi se osigurala navedena temperatura, potrebno je izratke zagrijati na 1050-1100 C. Kako bi se izbjeglo hlađenje zagrijanog obratka, njegovo dovod u presu, ugradnju u pečat i deformaciju treba izvršiti bez najmanjeg odlaganja.
Višak metala po visini cilindričnog dijela dna, koji nastaje izvlačenjem metala tokom procesa štancanja, podliježe obrezivanju, ostavljajući minimalan i ujednačen dodatak za obradu.
Kovane poluljuske i dna imaju veliki sloj kamenca koji se mora ukloniti, što se postiže zagrijavanjem ovih dijelova plinskim plamenikom. Kada se zagrije, kamenac otpada od osnovnog metala, jer se koeficijent njegovog toplinskog širenja razlikuje od koeficijenta čistog metala. Međutim, dio čvrsto prianjajućeg kamenca i dalje ne nestaje, a za završno čišćenje dijelova koristi se pneumatsko dlijeto ili brusilica.
Nastavak članka o proizvodnji bubnjeva.
Bubanj je najstariji udaraljkaški instrument. Vjeruje se da su ih prvi koristili stanovnici Mesopotamije. Nešto kasnije pojavili su se u starom Egiptu i Sumeru. Bubnjevi su bili sastavni dio misterioznih rituala, vjerskih obreda i ritualnih plesova. U to vrijeme izrađivali su se od masivnih drvenih brvnara, šupljih iznutra, i opna od životinjske kože. Sada je proces stvaranja bubnjeva, kao i materijali koji se koriste, poboljšani, što je omogućilo masovnu proizvodnju ovih instrumenata. Potreba da ulični vojni bendovi nastupaju u zatvorenom prostoru pokrenula je pronalazak seta bubnjeva. Delovi koje su izvela tri muzičara, zahvaljujući bubnjevima, spojeni su u jedan!
Sada je tijelo bubnja izrađeno od višeslojnih tankih javorovih ploča određene širine, pričvršćenih takozvanom laminacijom, ili izrađeno od metala. Zvuk višeslojnog bubnja je snažniji u odnosu na instrument napravljen od punog drva, a zvuk metalnog bubnja je oštriji i glasniji, za razliku od drvenog bubnja. U slučaju metala, tijelo bubnja je izliveno od tekuće legure bakra i kalaja. Zatim se kućište bruši i polira, čime se postiže savršeno glatka površina. Uz pomoć robotske bušilice u tijelu se buše rupe za pričvršćivanje različitih dijelova budućeg bubnja i za podešavanje njegove zapremine. Zatim se rubovi cilindričnog obratka režu pod uglom od 45 stepeni. Rupe i udubljenja u kućištu su ručno brušeni i polirani. Kako bi alat trajao što duže, prekriven je zaštitnim lakom. Tokom procesa montaže, u izbušene rupe se ubacuju zatezači koji kontrolišu napetost membrane. Nadalje, u slučaju proizvodnje seta malih bubnjeva, pričvršćen je mehanizam koji vam omogućava da mijenjate modove zvuka i svirate sa ili bez žica. Membrane su fiksirane hromiranim obručima. Izrađene su od vrlo izdržljivog poliestera, koji za razliku od prave kože nije osjetljiv na promjene temperature i vlage. Donja membrana, napravljena od prozirnog poliesterskog filma, mnogo je tanja od gornje i brzo prenosi zvuk na žice. Žice za bubnjeve se izrađuju od bakra, čelika ili mesinga. Povlače se paralelno s donjom membranom i spajaju na regulator napetosti.
Za jači zvuk tu je bas bubanj. Ima malo drugačiji oblik, a membrana je rastegnuta na način da proizvodi niže zvukove. Proizvodnja svakog bubnja je završena pregledom, podešavanjem i provjerom zvuka.
Ako želite da naučite kako da ih svirate, dođite u Jam`s cool muzičku školu. Ovdje ne samo da možete savladati bubanj od nule i razviti osjećaj za ritam, već i steći iskustvo sviranja kao dio prave muzičke grupe.