2. Töökoha varustus
2.2 Organisatsioon ja tehnoloogilised seadmed
4.2 Side
5.2 Töökoha valgustus
6. Tööohutuse ja töökaitse nõuded
Bibliograafia
Kruvilõikamise treipingi seade
Käsijuhtimisega kruvilõiketreipingid on treigrupi kõige mitmekülgsemad masinad ning neid kasutatakse peamiselt üheosalise ja väiketootmise tingimustes.
Seda tüüpi masinate struktuurne paigutus on peaaegu sama. Masinal on järgmised põhikomponendid (vt joonis 1):
Ш raam (7), millele on paigaldatud kõik masina mehhanismid
W eesmine (spindli) peavarras (2), millesse on paigutatud käigukast, spindel ja muud elemendid
Ø etteandekast (1), mis edastab liikumise spindlilt nihikule (11) vajaliku ülekandearvuga kasutades juhtkruvi (8) keermete lõikamisel või veovõlli (9) muude pindade töötlemisel
Sh põll (10), milles kruvi (8) või võlli (9) pöörlemine muudetakse tööriistaga pidurisadula (11) translatsiooniliseks liikumiseks
Ø sabapukk (5), mille sulepeadesse saab paigaldada tsentri töödeldava detaili toestamiseks või aksiaaltööriista (puur, hõõrits jne) padrunisse kinnitatud tooriku keskse ava töötlemiseks
Ш tugi (11) on mõeldud lõikeriista fikseerimiseks lõikekelku ja teavitamiseks etteande liikumisest. Tugi koosneb alumisest liugurist (kelkust), mis liigub mööda masina juhikuid (6). Mööda alumise kelgu juhikuid keskjoonega risti liigub ristkelk (3), millel asub lõikekelk (4) koos tööriistahoidjatega. Lõikekelk on paigaldatud pöördalusele, mida saab seada masina keskjoone suhtes nurga alla. Tšerpakov B.I., Alperovitš T.A. "Metallilõikemasinad", M., 2004
1. Töökoha nimi ja omadused
1.1 Töökoha klassifikatsioon
Töökoha klassifitseerimine toimub:
Ш tootmisliigi järgi - ühe- ja väikesemahuline
Ш töötajate arvu järgi - individuaalne, st tootmisülesanne ja töö kirjeldus määrata igale töötajale eraldi.
Ш vastavalt spetsialiseerumisastmele - universaalsed, st töökohad on kohandatud mitmesuguste tööde tegemiseks, need on korraldatud peamiselt ühetootmises ja on varustatud universaalsete seadmetega
Ш hooldatud masinate arvu järgi - üks jaam
Ш asukoha järgi - paigal, st liikumatu, rangelt fikseeritud
Ш vastavalt mehhaniseerituse astmele - mehhaniseeritud (masina töökohal teeb põhitööd masin ning selle juhtimis- ja abitöid teeb töötaja)
Ш vastavalt tööprotsessi läbiviija põhitööasendile - seistes. Rofe A. I. "Töökorraldus ja reguleerimine" M., kirjastus "MIK" 2001
1.2 Peamiste tehnoloogiliste seadmete omadused
|
Masina tüüp |
Treimine - kruvide lõikamine |
|
|
Masina mark |
||
|
1. tooriku suurim läbimõõt |
||
|
voodi kohal |
||
|
nihiku kohal |
||
|
2. tsentrite vaheline kaugus (mm) |
||
|
3. nihiku suurim käik (mm) |
||
|
Pikisuunaline |
||
|
põiki |
||
|
4. mõõtmed(mm) |
||
|
5. masinaga tehtavad toimingud |
Silindriliste välispindade treimine; otsapindade lõikamine; kooniliste pindade treimine; vormitud pindade töötlemine; niidi lõikamine; ravi sisepinnad Tishenina T. I., Fedorov B. V. "Treipingid ja nende kallal töötamine" M., "Insener" 1990 |
2. Töökoha varustus
2.1 Tööriist (peamine tehnoloogiline, abi- ja mõõteseade)
Andmed instrumentide kohta on toodud tabelis 2. Antud tööriistad võimaldavad kõiki tabelis 1 näidatud tehnoloogilisi toiminguid.
|
Tööriista nimi |
Kogus töös (tk.) |
Kogus laos (tk) |
Kokku (tk.) |
||
|
1) lõikeriist |
|||||
|
puurimislõikur pindade töötlemiseks |
|||||
|
keermelõikur väliskeerme jaoks |
|||||
|
Keermega lõikur sisekeerme jaoks |
|||||
|
Silindrilise varrega puurid |
|||||
|
Koonusvarrega puurid |
|||||
|
2) mõõteriist |
|||||
|
pidurisadulad |
|||||
|
3) abitööriist |
|||||
|
Puksid |
2.2 Organisatsioonilised ja tehnoloogilised seadmed
Tehnoloogiliste seadmete all mõistetakse sidevahendeid, mis tagavad tehnoloogilise protsessi teostamise etteantud parameetrites - tööpingid, lõike-, abi- ja mõõteriistad. Tehnoloogilised seadmed võivad olenevalt asukohast töökohal olla püsivad või ajutised.
Tehnoloogiliste seadmete paigutamiseks ja ladustamiseks on vajalik organisatsiooniline varustus. Sisaldab vahendeid tööpinkide, lõike-, abi- ja mõõteriistade hoidmiseks – kapid, öökapid, muu; vahendid materjalide, toorikute, töödeldud toodete hoidmiseks - kastikonteinerid, nagid, nagid; vahendid tehnilise ja tehnoloogilise dokumentatsiooni paigutamiseks - tabletid, riiulid, karbid. Vereina L. I. "Reference Turner" M., 2002. Lisaks sisaldab organisatsiooni varustus esemeid, mis tagavad töötajale mugava tööasendi; vahendid, mis tagavad normaalsed töötingimused - tööstusmööbel, lokaalsed valgustuslambid, sideseadmed.
Kontoritehnika konstruktsioonile ja mõõtmetele esitatavad nõuded sõltuvad töökohal tehtava töö iseloomust, töökohtade spetsialiseerumisest, tööriistade ja inventari koostisest ja arvust, tööesemete kaalust ja valikust. Näiteks kõik masinaoperaatorite töökohad sisse ebaõnnestumata varustatud jalgrestidega (vt joon. 2) või astmetega tugeva põrandakattega. Need on valmistatud isolatsioonimaterjalidest (kuiv puit, plastik).
Organisatsiooniseadmete konstruktsioon ja mõõtmed peavad vastama töötaja ergonoomilistele nõuetele ja antropomeetrilistele näitajatele, samuti tagama tootmispinna säästliku kasutamise. Teisisõnu,. restide ja astmete kõrgus põrandast valitakse sõltuvalt töötaja pikkusest ning nende pindala peaks olema selline, et töötaja ei komistaks. Tööriistakappide ja öökappide konstruktsioon peaks tagama piisava arvu sahtlite ja hällidega sahtleid kõigi tööriistade, inventari ja töökoha hooldustarvete eraldi hoidmiseks ühes reas, sahtlitel peaksid olema lukustusseadmed, mis ei lase sahtlitel kappidest välja kukkuda. ja öökapid Sokolov I. V., Prikot S. Ya. “Tööjõu teaduslik korraldus ja reguleerimine. Töökoha korraldus ”kursusetöö juhend, Leningrad 1980. Näiteks joonisel 3 on kujutatud tööriistakapp. Ülemistel riiulitel on joonised, tehnoloogiline dokumentatsioon, töökäsud, teatmeteosed, mõõteriistad. Keskmistele riiulitele asetatakse lõikurid, adaptervarrukad, keskused, klambrid, vooderdised. Alumine sahtel mahutab nende jaoks kassetid ja nukid. Samuti tuleb märkida, et te ei tohiks kappi risustada liigse tööriistavaruga.
Toorikute riiulite ja laudade kõrgus peaks olema võrdne töötlemisala kõrgusega või sellest kõrgem ning valmistoodete paigutamiseks mõeldud riiulite ja laudade kõrgus - töötlemisala kõrgus või sellest allpool.
Tööstuslik mööbel peaks võimaldama oma kõrgust reguleerida vastavalt tööpinna kõrgusele ja töötaja kõrgusele.
2.3 Väikemehhaniseerimis- ja tõstevahendid – sõidukid
Väikesemahulise mehhaniseerimise ja tõstmise vahenditele - sõidukid hõlmab rulllaudu, lihtsaid tõsteseadmeid ja muid seadmeid, mis on ette nähtud tööobjektide töökohale ja otse tööpiirkonda tarnimise, nende tõstmise, paigaldamise, eemaldamise ja töökohalt väljasaatmise hõlbustamiseks.
Väikesemahulised mehhaniseerimisvahendid peavad vastama järgmistele nõuetele:
Ø pakkuda töömugavust ja säästa tööjõukulusid, välistada töötaja tarbetud pingutused toimingu tegemisel
Ш tööobjektide teisaldamise vahendid peaksid asuma kõrgusel, mis vastab tööpinna kõrgusele
Ш kõigil võimalikel juhtudel on töödeldud materjalide liigutamiseks vaja kasutada materjalide raskusjõudu, kasutades kaldrullilaudu, liugusi, päästikuavasid
Ш seadmed tööobjektide teisaldamiseks, erinevatesse asenditesse paigaldamiseks ja joondamiseks peaksid olema võimalikult automatiseeritud
Ш konveierite ja rulllaudade konstruktsioon peaks võimaldama kõrguse reguleerimise lihtsust, stabiilset asendit ja vajadusel hõlpsat pöörlemist
Ш väikesemahulise mehhaniseerimise projekteerimine ja valgustusprojekt peavad vastama tehnilise esteetika nõuetele.
Üle 10 kg kaaluvate tööobjektide ja seadmete tõstmisel tuleks kasutada tõste- ja transpordimehhanisme. Väiksema kaalu korral on mõnel juhul soovitatav varustada töökohad punkrite, rennide, voltimisseadmete, materjalide mahutitega, mis hõlbustavad nende tarnimist tööalale.
Töökohal seadmete valikul ja paigaldamisel tuleb jälgida töötajale soodsate töötingimuste loomist. Smirnov E. L. "Käsiraamat EI" M., "Majandus" 1973
kruvi-lõiketreipingi töökoht
3. Töökoha ruumiline korraldus
Töökoha ruumiline korraldus on seadmete, tehnoloogiliste ja organisatsiooniliste seadmete, tööobjektide ja töötaja enda paiknemine töökohal Sokolov I. V., Prikot S. Ya. „Teaduslik korraldus ja tööjõu normeerimine. Töökoha korraldus "kursitöö juhised, Leningrad 1980. Töökoha korraldus näeb ette seadmete ja tööriistade ratsionaalse paigutuse, tootmispindade võimalikult efektiivse kasutamise, mugavate ja ohutute töötingimuste loomise, tööriistade, toorikute ja detailide läbimõeldud paigutuse töökohal, peaks viima tarbetute liikumiste väljajätmiseni tööprotsessist, mis toob kaasa töötajate kiire väsimise ja tööaja kaotuse.
Vastavalt kehtivatele standarditele peaks igal töötajal olema vähemalt 4,5 m2 tootmispinda.
Kõik töökohal olevad esemed ja tööriistad asuvad väljasirutatud käte käeulatuses. Kõik, mis tuleb võtta parema käega, asetatakse paremale, mis on võetud vasaku käega, asetatakse vasakule. Kahe käega võetavad materjalid ja tööriistad asetatakse töö ajal masina sellele küljele, kus treial asub. Kui tööobjektid on paigutatud rangelt määratletud järjekorras ja alati samadesse kohtadesse, siis on töötajal liigutuste oskus ja automaatsus, mis toob kaasa ka pinge ja väsimuse vähenemise.
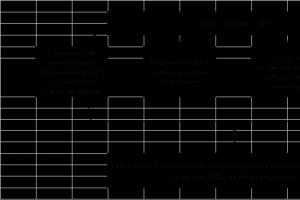
Joonisel 4 on kujutatud kruvilõiketreipingil töötava treial töökoha paigutust. Selline töökoha paigutus on kõige sobivam treialidele – üldistajatele väikeste eri tüüpi detailide partiide töötlemisel, mis nõuavad sagedast lõikeriistade vahetamist, samuti pikkade ja raskete toorikute töötlemisel, mida tuleb kahe käega võtta. Vereina L. I. "Reference Turner" M., 2002.
Lisaks on paigutusel suur mõju tööprotsessi teostaja tööasendil. Tööasendi all mõistetakse inimkehaosade asendit töövahendite ja tööobjektide suhtes. Tööasendi valik sõltub suurel määral töö käigus nõutavast füüsilisest pingutusest ja töö tegemisel nõutavast täpsusastmest.
Tööasendit "seismine" kasutatakse tööks, mis nõuab suurt hulka liigutusi, mille vahemik on üle 1000 mm piki esiosa, sügavus 300 mm, 400 mm tööala pinnast ja jõud 10–20 kg. See tööasend tagab töökeha kallutamise ettepoole nurga all, mis ei ületa 10–15 °.
Tuleb püüda tagada, et kõigi esemete asukoht töökohal võimaldaks töötajal neid võtta põhitööasendit muutmata või kui see pole võimalik, siis minimaalse liikumisega.
4. Töökoha korrashoiu korraldus, hooldus- ja juhtimisteenustega suhtlemise meetodid ja vahendid
4.1 Töökoha korrashoiu korraldamine
Tabelis 3 on toodud funktsioonid, mille jaoks hooldust teostatakse, hooldusviisid ja nende teostamise viisid.
|
Töökoha hoolduse tüübid |
Hooldusmeetodid |
Hooldusrežiim |
|||
|
Konveier, konveier, muud seadmed |
abitöölised |
Tööliste endi poolt |
|||
|
1. materjalide, pooltoodete, toorikute tarnimine |
nagu vajatud |
||||
|
2. tööriista tarnimine |
|||||
|
3. tööriistade teritamine |
|||||
|
4. valmistoodete transport |
|||||
|
5. Jäätmete kogumine |
|||||
|
6. seadmete seadistamine |
|||||
|
7. seadmete määrimine |
4.2 Side
Valveteenistus toimub signaali peale helistamisega.
5. Töötingimused töökohal
5.1 Sanitaar- ja hügieenilised töötingimused
Tööhügieen uurib inimese töötegevust ja töökeskkonda inimorganismile avalduva mõju seisukohalt ning töötab välja meetmeid ning sanitaar- ja hügieeninorme, mille eesmärk on parandada töötingimusi ja ennetada kutsehaigusi.
Tööline - masinaoperaator töötab siseruumides (tavaliselt ettevõtte töökojas). Õhutemperatuur, kiirus, niiskus ja koostis, köetavate pindade soojuskiirgus, müra, vibratsioon ja infraheli – kõik see mõjutab tootmisruumi kliimat. Mikrokliima normaliseerimine toimub mitmel viisil vastavalt sanitaar- ja hügieenistandarditele.
Müra tööl ei tohiks ületada lubatud taset, mis on reguleeritud riiklike standarditega: GOST 27409 - 97. “Müra. Statsionaarsete seadmete müraomaduste normeerimine. Põhisätted", GOST 12.1.003 - 83* "Müra. Üldised ohutusnõuded“ ja GOST 12.2.107 - 85* „Müra. Metalli lõikamismasinad. Lubatud müra omadused. Töötingimused peavad olema ka vibratsioonikindlad, st sellised, kus tööstuslik vibratsioon ei avalda töötajale kahjulikku mõju, ei põhjusta kutsehaigust (vibratsioonihaigusi).
sanitaar- hügieenistandardidõhk määratakse GOST 12.1.005 - 88* “Tööpiirkonna õhk. Üldised sanitaar- ja hügieeninõuded”. Selle standardi kohaselt võivad mikroklimaatilised tingimused olla optimaalsed ja vastuvõetavad.
Optimaalsed mikroklimaatilised tingimused külmal ja aasta üleminekuperioodil kergete tööde tegemisel on ümbritseva õhu temperatuur 20 ... 23 ° C suhteline niiskus 40…60% ja õhu kiirus 0,2m/s; mõõduka töö ajal - temperatuur 17 ... 20 ° C sama niiskuse ja õhukiirusega; raske töö ajal - temperatuur - 16 ... 18 ° C õhukiirusel 0,3 m / s ja sama niiskus. Aasta soojal perioodil on lubatud temperatuuri tõus keskmiselt 2 ° C.
Inimkeha normaalseks tegevuseks on vajalik, et tööpiirkonna õhk oleks koostiselt atmosfäärilähedane. Kuid kaupluse ruumidesse sattudes muudab atmosfääriõhk oma koostist, saastudes tolmu lisanditega, kahjulike gaasidega, mis satuvad õhku toodete mehaanilisel töötlemisel.
Õhukeskkonda kontrollitakse vastavalt standarditele GOST 12.1.005 -88*, GOST 12.1.014 - 84* ja GOST 12.1.016 - 79*. “Tõhus vahend masinatöökodade õhukeskkonna normaliseerimiseks on ventilatsioon. Juhtudel, kui kõiki kahjulikke ja ohtlikke lisandeid õhust ei ole võimalik eemaldada, kasutatakse isiklikke hingamisteede kaitsevahendeid: gaasimaske, respiraatoreid, pneumokiivreid ja pneumomaske (GOST 2.4.034 - 85 “Isiklike hingamisteede kaitsevahendite klassifikatsioon”). Vereina L. I. "Reference Turner" M., 2002.
5.2 Töökoha valgustus
Valgustusseadmete konstruktsioon ja asukoht peaksid võimaldama valgustada pinda, millele töötaja pilk on suunatud; ühtlaselt jaotada heledust ümbritsevas ruumis; kaitsta töötaja silmi valguse pimestava mõju eest.
On vaja ette näha:
a) loomuliku valguse tagamine töökohal
b) tehisvalgustusega töökohal vastuvõetavate valgustingimuste tagamine. Arvutada valgustust valgusvoo meetodil, punktmeetodil ning valida antud töökohale kõige turvalisemad ja ratsionaalsemad valgusallikad, armatuurid ja valgustid;
5.3 Esteetilised töötingimused
Esteetilised töötingimused on toodud vormil värviline disain tootmisruumid, tehnoloogilised seadmed ja tööriistad.
Värv on üks vahendeid inimkeskkonna parandamiseks töökohal. Värvi kasutatakse teatud määral kõrge ja madala temperatuuri negatiivse mõju vastu inimesele ning vähendab ka töö monotoonsust. Värv mõjutab ka seadmeid, parandab tõhusust ja tootlikkust, loob kontrastse tausta tööobjektidele ja suurendab ohutust. Värvi valikul on vaja masinate juhtnupud värviga esile tõsta.
Masina liikuvad osad, kui need kujutavad endast töötajale ohtu, tuleks värvida värviga, mis on kontrastiks nende taustaks oleva masina korpuse värviga.
Taglase värvus peab olema kooskõlas tehnoloogilise varustuse värviga, st taglase võib värvida masinatega sama värvi, kuid erineva intensiivsusega.
Tööriistakappide ja -kappide sisepinnad tuleks värvida heledates toonides, et hõlbustada tööriistade ja inventari leidmist.
6. Tööohutuse ja töökaitse nõuded
Peamisteks ohtlikeks tootmisteguriteks treipinkide töötamisel on pöörlevad tööpingid ja toorikud, mis tekivad samuti lõikeprotsessi käigus.
Enne töö alustamist peate:
Ш korrasta tööriided, kinnita kõik nööbid, seo varrukate mansetid kõvasti kinni, pane selga peakate, toppides selle alla ettevaatlikult juuksed
valmistage ette töökoht, kontrollige kaitsekilpide ja kaitseprillide töökõlblikkust, kontrollige ja valmistage ette kinnitused, lõike- ja mõõteriistad tööks, valmistage ette anumad töödeldavate detailide jaoks, kontrollige jalgresti töökõlblikkust, veenduge, et masina läheduses olev põrand oleks puhas ja õliplekkideta
Ш kontrollige rihma- ja ketiajamite kaitsmete olemasolu, kaitsekatteid, kitarrikante, ohutusseadiste töökindlust, konksud kiipide eemaldamiseks, kontrollige, kas maandusjuhe pole katki, paigaldage lokaalne valgustuslamp õigesti (ei tohi silmi pimestada)
Ш kontrollida kettide, rihmade pinget, masina määrdesüsteemide, juhtseadiste, pidurite õiget tööd
Ш mõne minuti jooksul kontrollige masina tööd tühikäigul.
Masinaga saab tööd alustada ainult siis, kui see on täielikult töökorras.
Masina seadistamise ajal ja enne selle kasutuselevõttu on vaja:
Ш kui masin on välja lülitatud, paigaldage kõik kaitseseadmed, lõiketööriistad
Ø kontrollige lõikeriistade ja kinnituste õiget reguleerimist: esmalt visuaalse kontrolliga, seejärel masina spindli käsitsi keeramisega, seejärel tühikäigul ja alles pärast seda katseosade töötlemisega.
Masina töötamise ajal on vaja:
Ш kinnitage toorikud kindlalt padrunisse, tsentridesse või torni külge; üle 20 kg kaaluvate toorikute paigaldamisel ja eemaldamisel kasutada tõsteseadmeid; ärge jätke võtit padrunisse pärast töödeldava detaili kinnitamist (või lahtivõtmist), ärge aeglustage väljalülitatud, kuid siiski pöörlevat spindlit kätega
Ш eemaldage laastud spetsiaalsete konksudega; ärge määrige, pühkige ega puhastage masinat töödeldava detaili töötlemisel
Ш tooriku mõõtmete jälgimisel olge ettevaatlik tööriistahoidikusse kinnitatud lõikurite teravate servade sisselõigete eest kätele.
Ш kiireks treimiseks kasutage laastumurdja või laastumurdja soontega lõikureid
Ш krõbeduse eemaldamisel või poleerimisel ärge hoidke abrasiivset nahka kätes, kasutage pingipressi
Ш mittejäigad võllid ühtlaselt töötlemiseks, vabastades varda otsa, sulgeda torukujulise korpusega
Ø töötama töökaartidel näidatud lõiketingimustel; enne masina seiskamist lülitage automaatne etteanne välja ja viige tööriist töödeldavast detailist eemale; ärge töötage masinaga kinnastega, pange sidemega sõrmedele kummist sõrmeotsad; pühkige käsi ainult puhta lapiga (puhastusmaterjali kasutamisel pärast masina sellega pühkimist võite käsi vigastada väikeste laastudega)
Ш lülitage masin välja elektrikatkestuse ajal, samuti õlilekke tuvastamisel
Ш Ärge avage elektriseadmete kaitsekatteid, ärge avage elektrikilpide uksi
Ø riketest teatama töödejuhatajale, valvelukksepale, elektrikule; ärge alustage tööd enne, kui need on kõrvaldatud
Ш hoidke töökoha puhtust, ärge risuge seda detailide, toorikutega, jälgige, et jahutusvedelik ei satuks treija tööpiirkonnas jalgrestile ja põrandale.
Kord töökohal on ohutu töö võti. Vereina L. I. "Reference Turner" M., 2002.
Bibliograafia
1) Sokolov I. V., Prikot S. Ya. “Töö teaduslik korraldus ja reguleerimine, töökoha korraldus” Kursusetöö juhend, Leningrad 1980.
2) Dolin P. A. "Ohutuse käsiraamat" M., "ENERGOATOMIZDAT" 1984. a.
3) Panov Yu. G., Solenov B. I. "Töökaitse käsiraamat" 1.–3. köide all üldväljaanne Sharikova L.P.
4) Gadžijev R. A., Dolin P. A., Simochatov N. P. "Elektrijaamade ohutus" teatmikjuhend M., "ENERGOATOMIZDAT", 1987. a.
5) Denisenko G. F. "Töökaitse" M., 1985. a.
6) Tishenina T. I., Fedorov B. V. “Treipingid ja nende kallal töötamine”, M., “Insener”, 1990.
7) Vereina L. I. "Reference Turner" M., 2002.a.
8) Tšernov N. N. "Metallilõikemasinad" M., "Insener", 1988.
9) Smirnov E. L. "Käsiraamat EI" M., "Majandus" 1973. a.
10) Rofe A. I. "Töökorraldus ja reguleerimine" M., "MIK" 2001. a.
11) Kolev N. S. "Metallilõikemasinad" M., "Insener" 1980
12) Tšerpakov B. I., Alperovitš T. A. "Metallilõikemasinad", M., 2004.
Sarnased dokumendid
Töötingimuste analüüs, treial töökoha kirjeldus. Võimalike ohtude ohutuse hindamine: tegurid ja näited. Meetmed ohutute töötingimuste tagamiseks. Kombinesoonid ja treial individuaalkaitsevahendid, töökaitse reeglid.
kontrolltöö, lisatud 23.01.2011
Tööprotsessid: organisatsioon, eesmärgid ja eesmärgid. Freespingi töökoha hooldamise põhimõtted. Tööprotsessi ja töökoha kaartide kujundamine. Majandusliku efektiivsuse põhjendamine. Protsessi optimaalseks korraldamiseks vajalikud tingimused.
kursusetöö, lisatud 04.11.2013
Meetmete väljatöötamine töötingimuste parandamiseks ja puusepa töökoha ohutuse taseme tõstmiseks. Ohtlike ja kahjulike ainete tuvastamine tootmistegurid uuritud töökoht. Üldmeetmete kindlaksmääramine töötingimuste parandamiseks.
kursusetöö, lisatud 28.05.2015
Masina ohutusnõuded. Treial töökoha korraldus. Treigrupi metallitöötlemise treipingid. Töötlemise täpsus treipinkidel. Kujundatud ja kooniliste pindade töötlemine. Keerme lõikamine matriitsi ja kraaniga.
abstraktne, lisatud 20.05.2012
Töökoha teoreetilised aspektid, selle ruumide ja valgustuse valik. Tehniline tugi kui personaliametniku töökoha sisustamiseks vajalike tehniliste vahendite kompleks. Ergonoomika kui interdistsiplinaarne teadus.
kursusetöö, lisatud 16.09.2011
Töökoha korralduse vastavus ergonoomika nõuetele. Inimkeha antropomeetrilised parameetrid. Personaalarvuti kasutaja töökoha somatogrammi koostamine. Soovitused töökoha ergonoomiliste näitajate parandamiseks.
kontrolltöö, lisatud 25.02.2013
Üldine klassifikatsioon ohtlikud ja kahjulikud tootmistegurid. Töökohtade sertifitseerimine vastavalt töötingimustele. Treitöökoja treial töökoha kirjeldus. Teostatud töö omadused. Müra mõõtmine ja hindamine. Kunstliku valgustuse hindamine.
kursusetöö, lisatud 04.06.2012
Töökoha mõiste. Maalri töökoha hindamine mikrokliima, valgustuse, müra tingimuste järgi. Elektroonilise andmetöötluse operaatori töökoha tunnistus ja arvutid. Meetmed organisatsioonis töötingimuste parandamiseks ja parandamiseks.
kursusetöö, lisatud 22.11.2013
Ergonoomika on teadus tööriistade ja töötingimuste kohandamisest inimesega. Ettevõtte standardimise inseneri töökoha korralduse tunnused. Tööruumi parameetrite kirjeldus, selle mõõtmete omadused. Ergonoomika ja töökaitse seos.
kursusetöö, lisatud 16.01.2011
Töökoht kui ettevõtte tootmis- ja tehnoloogilise struktuuri peamine lüli. Töökoha korralduse peamised eesmärgid. Töökoha põhi-, abiseadmed ja tehnoloogilised seadmed. Teenindustööde süsteemid ja vormid.
töökoht nimetatakse töökoja tootmisala asukohaks, millel asub masin koos kinnitusdetailide, abi- ja lõikeriistade, tehnilise dokumentatsiooni ja muude esemete ja materjalidega, mis on vahetult treileri käsutuses.
Töökoha varustus ja töökorraldus sellel määravad suuresti treileri tootlikkuse.
Töökoht on varustatud: ühe või mitme masinaga; nende alaline tarvikute komplekt; püsivaks kasutamiseks mõeldud tehnoloogiliste seadmete komplekt, mis koosneb kinnitustest, lõike-, mõõte- ja abitööriistadest; tehnilise dokumentatsiooni komplekt, mis on pidevalt töökohal (juhendid, teatmeteosed, abitabelid jne); masina- ja töökohahooldustarvete komplekt (õlitid, harjad, konksud, kulbid, puhastusvahendid jne); tööriistakapid, alused, tahvelarvutid, nagid jne; mobiilsed ja teisaldatavad mahutid tooriku ja valmistatud osade jaoks; jalatoed, taburetid või toolid.
Masina ja alaliseks kasutamiseks mõeldud töökoha tehnoloogiliste seadmete komplekt ja hooldusvahendite komplekt paigaldatakse sõltuvalt tehtava töö iseloomust, masina tüübist ja töökojas aktsepteeritud tööriistade haldamise skeemist. Kõige rohkem selliseid seadmeid kasutavad ühe- ja väikesemahulise reklaamitootmise tingimustes töötavad treialid ning palju vähem seeria- ja suurtootmise tingimustes töötavad treialid. Selliste seadmete arv määrab mõõtmed, sisemise struktuuri ning kappide, öökappide ja riiulite arvu.
Töökoha õige korraldus on selline masina hooldus, selline kinnituste, tööriistade, toorikute ja valmisosade paigutus, mille puhul saavutatakse kõrgeim tööviljakus töötaja minimaalse füüsilise, närvi- ja vaimse energia kuluga. Töökohal ei tohiks olla midagi üleliigset, s.t. tööl ei kasutata. Kõigil tööl kasutatavatel esemetel peaksid olema püsivad hoiukohad ning need, mida sagedamini kasutatakse, peaksid asuma lähemal ja mugavamates kohtades.
Masina, selle varustuse, tööaja, tootmisoskuste ja töötaja loominguliste võimete ratsionaalset kasutamist tagavate tingimuste loomine on treial töökoha teadusliku töökorralduse põhiülesanne.
Riis. 4.32.
- 1 - tööriistakapp, 2 - tahvelarvuti joonistamiseks, 3 - tahvelarvuti tööriistade mõõtmiseks,
- 4 - kast abitööriistade jaoks, 5 - kastid tööriistade ja osade jaoks, 6 - hammas, 7 - võre
Töökoha õigel korraldusel on oluline mõju üksikute toimingute sooritamiseks kuluva abiaja vähendamisele. Tööks vajalike tööriistade ja kinnituste mugav asukoht ning koha hea valgustus tagavad masinajuhi produktiivse töö väiksema väsimusega.
Töökoha paigutus(Joonis 4.32) sõltub paljudest teguritest, sealhulgas masina tüübist ja suurusest, töödeldavate detailide suurusest ja kujust, tootmise tüübist ja korraldusest jne. Enamasti kasutatakse kahte tüüpi töökohtade paigutust. Esimest tüüpi paigutuse kohaselt asub tööriistakapp (öökapp) töötajast paremal ja osade riiul vasakul. Selline paigutus on ratsionaalne, kui domineerib toorikute töötlemine vasaku käega keskele paigaldamisega. Vastavalt teist tüüpi planeerimisele
tööriistakapp (öökapp) asub töötaja vasakul küljel ja hammas on paremal.
Selline tüüpiline töökoha paigutus on mugav töödeldava detaili paigaldamisel ja eemaldamisel parema käega või kahe käega (pikkade ja raskete osade valmistamisel).
Töökoha halb korraldus, segane töökoht ja vahekäigud, masina ja seadmete talitlushäired, töötajate ebapiisavad teadmised masina seadmest ja selle tööreeglitest, elektriseadmete ja juhtmestiku rike, piirete ja ohutusseadmete puudumine, vigaste tööriistadega töötamine, masina ja jalgresti saastumine võib põhjustada õnnetusi.juhtumid.
Seadmete ohutus ja kättesaadavus tõrgeteta ja tulemuslikuks tööks tagatakse igapäevane töökoha hooldus. Suur tähtsus masina pikaks ja tõrgeteta tööks on sellel õigeaegne ja nõuetekohane määrimine vastavalt kasutusjuhendis toodud nõuetele. Masina määrimise eest vastutab otsene treial.
Treiöör peab perioodiliselt kontrollima masina täpsust ja reguleerima seda vastavalt kasutusjuhendis toodud juhistele.
Käimasolevate tööde ajal pööraja peab olema masina töö suhtes äärmiselt tähelepanelik.
Kuna masin on kõrgendatud ohu objekt, tuleb väikseima juhitavuse, ebatavalise müra ja mis tahes ebastandardse olukorra korral masin viivitamatult välja lülitada või pingest vabastada hädanupu või noalülitiga. Masina seiskamise põhjusest tuleb teatada kaptenile.
Masina ohutu töö tagamiseks on vaja tunda masina kõigi koostesõlmede, (koostude) ja mehhanismide konstruktsiooni, õigesti seadistada lõikerežiim, kinnitada töödeldav detail kindlalt, kasutada töökorras tööriistu koos laastumurdjatega, kaitseseadmeid, jne.
See ei ole täielik tööohutuse eeskirjade loetelu. Igal töökojal on spetsiaalsed juhised, mis lisaks üldistele ohutusnõuetele annavad konkreetsed nõuded töökojale, kuhu masin paigaldatakse. Ohutusalase instruktaaži viib igal töökohal läbi töödejuhataja, vastavalt töökoja ajakavale. Töökoha ratsionaalne korraldus, masina käitamise reeglite järgimine ja ohutusreeglite järgimine on ülitootliku töö kõige olulisemad tingimused.
ESSEE
SÜMBOLIDE LOETELU
SISSEJUHATUS
Elukutse väärtus "Laia profiiliga masinamees"
Masinaoperaatori töökoha korraldus
1.1 Treial töökoha korraldus ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
1.2 Freespingi töökoha korraldus…………………6
1.3 Operaator töökoha korraldus………………………….8
Tehnoloogiline osa
2.1 Eesmärk ja Lühike kirjeldusüksikasjad………………………9
2.2 Töödeldava detaili tüübi valimine………………………………………………..10
2.3 Materjal detaili valmistamiseks…………………………..12
2.4 Tehnoloogiliste aluste valik………………………………….13
2.5 Tehnoloogilise marsruudi, tehnoloogilise protsessi väljatöötamine, detaili valmistamine……………14
2.6 Seadmete valik (treimine, freesimine)………….16
2.7. Tööriista valik: lõikamine, mõõtmine, abivahend……………………………………………………………..18
Arveldusosa
3.1 Töödeldud mõõtmete tolerantsiväljade arvutamine ..... 20
3.2 Lõiketingimuste arvutamine (treimine, freesimine)……….22
Operaatori töö CNC masinatel
4.1 CNC-masinate omadused………………………………28
4.2 Põhiteave RTK kohta………………………………………….29
Tööohutus ja töötervishoid
5.1 Üldine OT nõue………………………………………….31
5.2 Elektriohutusnõuded…………………………35
5.3 Tuleohutusnõuded……………………..38
5.4 Ohutusnõuded treipingile ........................ 43
5.5 OT nõuded freespinkile……………………….48
5.6 Nõuded FROM-ile CNC-l………………………………………………..53
SISSEJUHATUS
Masinaoperaatori töökoha korraldus.
Treial töökoha korraldus.
töökoht nimetatakse töökoja tootmisala asukohaks, millel asub masin koos kinnitusdetailide, abi- ja lõikeriistade, tehnilise dokumentatsiooni ja muude esemete ja materjalidega, mis on vahetult treileri käsutuses. Töökoha varustus ja töökorraldus sellel määravad suuresti treileri tootlikkuse.
Töökoht on varustatud:
Üks või mitu masinat püsiva tarvikukomplektiga;
Alaliseks kasutamiseks mõeldud tehnoloogiliste seadmete komplekt, mis koosneb kinnitustest, lõike-, mõõtmis- ja abitööriistadest;
Pidevalt töökohal olev tehnilise dokumentatsiooni komplekt (juhendid, teatmeteosed, abitabelid jne);
Masina- ja töökohahooldustarvete komplekt (õlitid, harjad, konksud, kulbid, puhastusvahendid jne);
Tööriistakapid, alused, tahvelarvutid, nagid jne; mobiilsed ja teisaldatavad mahutid tooriku ja valmistatud osade jaoks;
Jalatoed, taburetid või toolid.
Masina ja alaliseks kasutamiseks mõeldud töökoha tehnoloogiliste seadmete komplekt ja hooldusvahendite komplekt paigaldatakse sõltuvalt tehtava töö iseloomust, masina tüübist ja töökojas aktsepteeritud tööriistade haldamise skeemist. Kõige rohkem selliseid seadmeid kasutavad ühe- ja väiketootmise tingimustes töötavad treialid ning palju vähem mass- ja suurtootmise tingimustes töötavad treialid. Selliste seadmete arv määrab mõõtmed, sisemise struktuuri ning kappide, öökappide ja riiulite arvu.
Töökoha ratsionaalne korraldus- see on selline masina hooldus, selline kinnituste, tööriistade, toorikute ja valmisosade paigutus, mille puhul saavutatakse kõrgeim tööviljakus töötaja minimaalse füüsilise, närvi- ja vaimse energia kuluga.
Töökohal ei tohiks olla midagi üleliigset, st seda ei tohi töös kasutada. Kõigil tööl kasutatavatel esemetel peaksid olema püsivad hoiukohad ning sagedamini kasutatavad esemed peaksid asuma lähemal ja mugavamates kohtades. Masina, selle varustuse, tööaja, tootmisoskuste ja töötaja loominguliste võimete ratsionaalset kasutamist tagavate tingimuste loomine on treial töökoha teadusliku töökorralduse põhiülesanne. Tootmise korraldamisele töökohal esitatakse järgmised põhinõuded: tingimuste loomine suure jõudlusega tööks; tootmisprotsessi mehhaniseerimine ja automatiseerimine, välistades nii palju kui võimalik käsitsitöö kasutamise; töökoha rütmiline varustamine tooraine ja materjalidega; töötaja oskuste parandamine ja täiustatud töömeetodite õpetamine; tööohutus; sisendades töötajatesse kommunistlikku suhtumist töösse ja seltsimehelikku vastastikuse abistamise tunnet. Töökoha õigel korraldusel on oluline mõju üksikute toimingute sooritamiseks kuluva abiaja vähendamisele. Tööks vajalike tööriistade ja kinnituste mugav asukoht tagab masinajuhi produktiivse töö väiksema väsimusega.
Töökoha paigutus sõltub paljudest teguritest, sealhulgas masina tüübist ja selle mõõtmetest, töödeldavate detailide suurusest ja kujust, tootmise tüübist ja korraldusest jne. Enamasti kasutatakse kahte tüüpi töökoha paigutust. Esimest tüüpi paigutuse kohaselt asub tööriistakapp (öökapp) töötajast paremal ja osade riiul vasakul. Selline paigutus on ratsionaalne, kui domineerib toorikute töötlemine vasaku käega keskele paigaldamisega. Teist tüüpi paigutuse kohaselt asub tööriistakapp (öökapp) töötaja vasakul küljel ja hammas on paremal. Selline töökoha paigutus on mugav töödeldava detaili paigaldamisel ja eemaldamisel parema käega või kahe käega (pikkade ja raskete osade valmistamisel). Seadmete ohutuse ja valmisoleku tõrgeteta ja produktiivseks tööks tagab igapäevane töökoha hooldus.
Masina pikaks ja tõrgeteta tööks on väga oluline selle õigeaegne ja õige määrimine vastavalt kasutusjuhendis toodud nõuetele. Masina määrimise eest vastutab otsene treial. Treiöör peab perioodiliselt kontrollima masina täpsust ja reguleerima seda vastavalt kasutusjuhendis toodud juhistele. Töökoha halb korraldus, segane töökoht ja vahekäigud, masina ja inventari talitlushäired, töötajate ebapiisavad teadmised masina seadmest ja selle tööreeglitest, elektriseadmete ja juhtmestiku rike, piirdeaedade ja ohutusseadmete puudumine, vigaste tööriistadega töötamine, masina ja jalgresti saastumine võib põhjustada õnnetusi.juhtumid.
Töö käigus peab treial olema äärmiselt ettevaatlik, kuna masin on kõrgendatud ohu objekt. Ohutu töö tagamiseks on vaja teada masina kõigi montaažisõlmede (sõlmede) ja mehhanismide konstruktsiooni, õigesti määrata lõikerežiim, kinnitada töödeldav detail kindlalt, kasutada töökorras tööriistu koos laastumurdjatega, kaitseseadmeid jne.
See ei ole täielik tööohutuse eeskirjade loetelu. Igal töökojal on spetsiaalsed juhised, mis lisaks üldistele ohutusnõuetele annavad konkreetsed nõuded töökojale, kuhu masin paigaldatakse. Ohutusalase instruktaaži viib igal töökohal läbi töödejuhataja vastavalt töökoja ajakavale. Töökoha ratsionaalne korraldus, masina käitamise reeglite järgimine ja ohutusreeglite järgimine on ülitootliku töö kõige olulisemad tingimused.
Treiija töökohta nimetatakse töökoja tootmisala koht, varustatud; üks või mitu masinat koos tarvikute komplektiga; tehnoloogiliste seadmete komplekt, mis koosneb erinevatest seadmetest, lõike-, mõõte- ja abitööriistadest; tehnilise dokumentatsiooni komplekt, mis on pidevalt töökohal (juhendid, teatmeteosed, abitabelid jne); masinahooldusvahendite komplekt (õlitid, harjad, konksud, kulbid, puhastusvahendid jne); tööriistakapid, alused, tahvelarvutid, nagid jne; mobiilsed ja teisaldatavad mahutid tooriku ja valmistatud osade jaoks; jalatoed, taburetid või toolid.
Tehnoloogiliste seadmete komplekt ning hooldusvahendite komplekt (masinale ja töökohale) püsivaks kasutamiseks seatakse sõltuvalt tehtava töö iseloomust, masina tüübist ja tootmisviisist. Kõige rohkem selliseid seadmeid kasutavad ühe- ja väiketootmise tingimustes töötavad treialid ja palju vähem - seeria- ja suurtootmise tingimustes töötavad treialid.
Töökoha paigutus, samuti selle varustus.
Kõrge tööviljakuse saavutamiseks tootmisseadmete tehniliste võimaluste maksimaalsel kasutamisel ja töötaja normaalse füüsilise aktiivsusega peab töökoha korraldus vastama teadusliku töökorralduse (EI) nõuetele.
Teaduslik töökorraldus näeb ette: töökoha ratsionaalse paigutuse; töökoha varustamine vajaliku inventari, inventari, lõike- ja mõõteriistadega; õigeaegne esitamine nõutav summa toorikud töökohale ja valmisdetailide eemaldamine või naabertöökohale viimine; osade õigeaegne kontroll tehnilise kontrolli osakonna (QCD) inspektori poolt; tööriistade vastuvõtmise ja tarnimise selge korraldus, nende õigeaegne teritamine; Tehnilise dokumentatsiooni (joonised, tööplaanid, töökäsud) õigeaegne esitamine; kõige ratsionaalsemate lõikerežiimide kasutamine.
Mõõdetakse tööviljakust töötaja poolt toodetud toodangu hulk tööajaühiku (tund, vahetus, kuu, aasta) kohta või toodanguühiku tootmiseks kulunud aeg.
Toote kvaliteet- määratakse tehniliste, talitluslike, konstruktsiooniliste, tehnoloogiliste parameetrite, töökindluse ja vastupidavuse standardite, kunstiliste ja esteetiliste omaduste ning majanduslike näitajate samaaegsel kaalumisel ja hindamisel.
Töörežiim: Teaduslik töökorraldus töökohal põhineb töö- ja puhkerežiimil, mis tagab kõrge efektiivsuse säilimise. Üks peamisi tulemusnäitajaid on tööviljakuse tase.
Treija ohutud töötingimused ja tuletõkkemeetmed
Tööohutus on õigustloovate aktide, organisatsiooniliste, tehniliste, hügieeniliste ning ravi- ja ennetusmeetmete ning vahendite süsteem, mis tagavad inimese ohutuse, tervise ja töövõime tööprotsessis.
Tööõnnetusi – verevalumeid, vigastusi jms – nimetatakse töövigastusteks, mis kõige sagedamini tekivad kahel põhjusel: töötajate ebapiisava tootmisoskuste valdamise ning tööriistade ja seadmete käsitsemise vajalike kogemuste puudumise tõttu; tööohutuseeskirjade ja sisekorraeeskirjade eiramise tõttu.
Ohtu kujutavad endast kõik mehhanismide ja seadmete liikuvad, pöörlevad osad; tehasesisene auto- ja roomikuteta elektritransport, käsikärud, kärud. Elektritööriistadega töötamisel tuleks kasutada individuaalseid kaitsevahendeid - kummikindaid, kalosse ja vaipu, isoleerivaid aluseid jne.
TULEKUSTUSMEETMED.
Tulekahju allikad võivad olla: elektrikaare moodustavad lühisvoolud; elektrivõrkude ja elektriseadmete ülekuumenemine; leek; sädemed jne. .
Lihtsaim tuletõrje tööriistad ja seadmed - kastid liiva ja labidatega, liivakotid, tuletõrjehüdrant, pumbad, tulekustutid - peavad olema alati käepärast ja korras.
liiv
- põlevad materjalid ja põlevad vedelikud
Vaht- Petrooleum, bensiin, lakid, alkoholid, atsetoon
Veepihusti või vaht
-määrdeained -
õlid, kuivatusõli, tärpentin.
Millal tulekahju korral tuleb koheselt telefoni teel välja lülitada kõik elektripaigaldised (märkida oma nimi, aadress, põlengukoht) ning võtta kasutusele abinõud tulekahju omal käel kustutamiseks, kasutades olemasolevaid tulekustutusvahendeid ja inventari.
Vahendite juurde tulekustutusse kuuluvad ka erinevad voodikatted (asbesttekid, viltmatid, presendid).
Tulekahju korralärge purustage akende klaase, kuna see suurendab õhuvoolu, aidates kaasa tulekahju intensiivistumisele.
distsipliin ja organiseeritus- töökoha puhtuse ja korras hoidmine, tule, kütteseadmete ja tuleohtlike ainete hoolikas ümberkäimine on tuletõrje õnnestumise põhitingimus.
Orgosnastka treileri töökohale paigutamise skeem: 1 - masin, 2 - prügikast, 3 - joonestuslaud, 4 - tööriistakapp, 5 - tööriistaalus, 6 - rest, 7 - konteiner, 8 - rest
Toorikute töötlemisel koos paigaldusega keskustes, vasaku käega, vastab töökoha paigutus joonisel fig. 6.
Tööriistakapp sel juhul asub töötaja paremal küljel ja osade rest vasakul, kui treial sätib töödeldava detaili ja eemaldab töödeldud osad parema käega, siis asub tööriistakapp töötaja vasakul küljel ja hammaslatt on paremal. Masina ette põrandale asetatakse puidust rest. Võrede kõrgus valitakse sõltuvalt töötaja pikkusest.
Jooniseid hoitakse tööriistakapi ülemises sahtlis, tehnoloogilised kaardid, töökäsud, teatmeteosed, mõõteriistad, keskmiselt - lõikurid, grupeeritud tüübi ja suuruse järgi. allpool lõikeriistad, adapterhülsid, keskused, klambrid, vooderdised on järjestatud. Kassetid asetatakse madalaimasse kambrisse, samuti nende jaoks nukid.
Ei tohiks olla segaminiülemäärase tööriistavaruga kapp: parem on kõik tööks vajalik hankida vahetuse alguses sahvrist.
Enne töö alustamist kõik esemed, mis on võetud parema käega, asetatakse töötajast paremale; ja objektid, mis on võetud vasaku käega - vasakul; esemed, mida kasutatakse sagedamini (näiteks padruni võti), asetatakse töötajale lähemale kui esemed, mida kasutatakse harvemini (näiteks tööriistahoidiku võti). Tihti kasutatavad võtmed ja vooderdised asetatakse kandikule, mis asetatakse peaalusele, voodile või spetsiaalsele alusele.
Töökoht on oluline hoidke alati puhas, kuna mustus ja segadus põhjustavad töötundide kaotust, praaki, õnnetusi, seisakuid ja masina enneaegset kulumist. Põrand töökohal peab olema tasane ja puhas, õli- ja jahutusvedeliku plekkideta. Tööruum on varustatud saastunud õhu eemaldamise ja värske õhu juurdevoolu seadmetega.
Õhutemperatuur töökojas (töökojas) peaks olema 15-18 kraadi C.
Treial on kohustatud oma töökohta korras hoidma: puhastage iga päev masinat ja masina ümbrust, puhastage lõikevedelikku jne.
3. jagu lukksepa töö
Tööaja kokkuhoid tagab tööviljakuse tõusu ja on treial põhireegel.
Enne töö alustamist peab treial:
- kontrollige masina töökõlblikkust, tööd, kõiki mehhanisme, jahutussüsteeme, piirdeaedade olemasolu; kui masin on rikkis, tuleb sellest koheselt teavitada valves olevat lukkseppa;
- määrige masin, kontrollige kõiki õlireid, täitke õliga ja sulgege nende augud; hea ja õigeaegne määrimine sobiva õliga säilitab täpsuse ja pikendab masina eluiga;
- tutvuda eelseisva tööga; salvestage joonis ja tehnoloogiline kaart töötamiseks mugavas asendis; kontrollida tööriistade ja kinnitusdetailide saadavust ja hooldatavust;
- kontrollige toorikuid ja kontrollige nende vastavust joonisele varude osas, väliste ja muude defektide puudumist (valu kest, sepakivi, korrosioon jne), mis mõjutavad detaili või tööriista tööiga;
- viia töökohalt ära kõik, mida eelseisvaks tööks ei vajata.
Treileri kohustused
Töö ajal peab treial:
- rangelt järgima kehtestatud tehnoloogilist protsessi; säästa määrdeaineid ja puhastusmaterjale, samuti elektrit, vältides masina tühikäigul töötamist; ärge lahkuge masina juurest ilma kapteni loata; asetage iga toorik, töödeldud osa, kinnitus ja tööriist (lõikamine ja mõõtmine) ainult neile ettenähtud kohtadesse ja ärge visake seda kuhugi;
- kasutage iga eset ainult ettenähtud otstarbel, s.t ärge kasutage haamri asemel peitlit, ärge kasutage peitli vooderdiste asemel juhuslikke jääke jne;
- kaitske masina tööpindu põrutuste ja mustuse eest, ärge asetage masina tööpindadele lõike- ja mõõteriistu, võtmeid ja detaile;
- töötage ainult terava, hästi teritatud tööriistaga, kuna nüri lõikur suurendab oluliselt masina koormust, jätab detaili pinna ebapuhtaks ning põhjustab masina ja tööriista purunemise.
- Töö lõppedes peab treial: asetama kõik tööriistad jms oma kohale; pühkige kõik tööriistad ja kinnitusdetailide tööpinnad õlitatud lapiga;
- esitada töödeldud osad kontrollerile koos töökäsuga;
- pane sahvrisse rohkem tarbetuid tööriistu ja inventari;
- pühkige laastud masinalt harjaga, pühkige masin puhastusmaterjaliga, eemaldades hoolikalt kogu mustuse;
- visake õlitatud kaltsud selleks ettenähtud kastidesse; saada järgmisel päeval ülesanne, et tutvuda eelnevalt joonise ja tehnoloogilise protsessiga ning valmistada ette tööriistad ja inventar.